





Spoiwa i gazy spawalnicze w blacharstwie – jakie stosować, by uzyskać perfekcyjne spoiny?
Aktualizacja: luty 2026
Od redakcji: W pracy blacharskiej jakość spawania zależy nie tylko od techniki, lecz przede wszystkim od właściwego doboru materiałów. W tym artykule wyjaśniamy, jakie spoiwa i gazy spawalnicze w blacharstwie są najczęściej stosowane, jak wpływają na wytrzymałość spoin oraz jak je optymalnie dobrać do metod takich jak MIG/MAG, TIG czy MMA. To praktyczny przewodnik, który pomoże Ci podnieść jakość napraw i uniknąć typowych błędów podczas spawania karoserii.
W procesach spawalniczych stosowane są również materiały pomocnicze. Ich rodzaj zależy od metody spawania. Do podstawowych materiałów spawalniczych należą spoiwa i gazy. Spoiwo to materiał dodawany podczas spawania tworzący spoinę. Gazy mogą być osłoną procesu spawalniczego jak i źródłem energii podczas spawania gazowego. Odpowiedni dobór materiałów pomocniczych jest niezbędnym elementem procesu spawania i decyduje w znacznym stopniu o jakości spawania.
Spoiwa stosowane w spawalnictwie można podzielić na trzy podstawowe grupy:
- -spoiwo podawane automatycznie – MIG/MAG.
- -elektrody otulone – MMA,
- -spoiwo dodawane ręcznie – TIG, spawanie gazowe.
Druty elektrodowe do metody MIG/MAG
W technologii MAG stosuje się najczęściej druty lite, rzadziej druty proszkowe. Druty lite wymagają podczas procesu spawania, stosowania podawanego z zewnątrz gazu osłonowego. Zwykle jest to mieszanka CO2 i Ar. W przypadku drutów proszkowych osłona wytwarza się w wyniku podgrzania proszku znajdującego się w rdzeniu spoiwa. Druty elektrodowe posiadają odpowiednio dobrany skład chemiczny. Zawierają znaczną ilość składników stopowych oraz innych dodatków zapewniających dobre własności chemiczne i mechaniczne spoin. Spotyka się druty elektrodowe pokryte powłokami z miedzi, ale i z powłokami tlenkowymi zabezpieczającymi przed korozją. Dodatkową funkcją miedziowania drutów spawalniczych jest lepsze przesuwanie się w podajnikach oraz uchwytach spawalniczych. Średnice drutów elektrodowych do spawania stali dostępne są w zakresie od 0,6 mm do 2,0 mm.
Elektrody otulone do metody MMA
Elektrody otulone stosowane są podczas ręcznego spawania metodą MMA. Rdzeń elektrody stanowi pręt stalowy pełniący funkcje elektrody oraz spoiwa. Otulina zawiera składniki pozwalające na wytwarzanie się chmury gazów osłonowych, powstającej w wyniku rozgrzania elektrody. Dodatkowo może zawierać składniki stopowe, odtleniające oraz związki ułatwiające wiązanie. Średnice elektrod dostępne są w zakresie od 1,6 mm do 8,0 mm.
Spoiwo do metody TIG i spawania gazowego
W przypadku metody TIG spoiwem jest drut w postaci prostych odcinków wytwarzany metodą ciągnienia. Średnice drutów do spawania TIG dostępne są w zakresie od 0,6 mm do 6,0 mm o długościach od 500 mm do 1000 mm. Do spawania gazowego przeznaczone są spoiwa w formie drutów podobne jak do metody TIG.
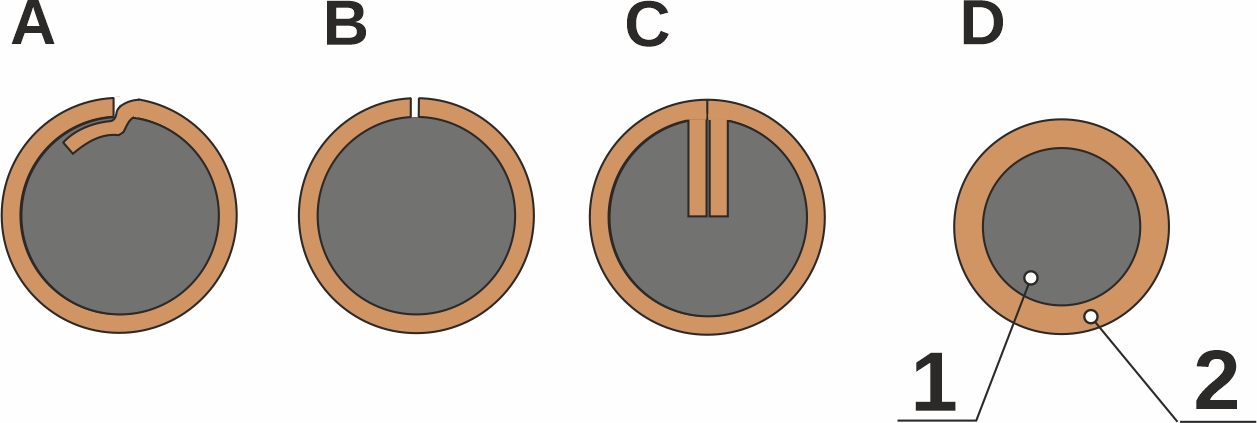
Rys. 14.10. Rodzaje drutu proszkowego: A, B i C – zwijane, D – pełnorurkowe, 1-rdzeń z proszkiem, 2-płaszcz metalowy (BR)
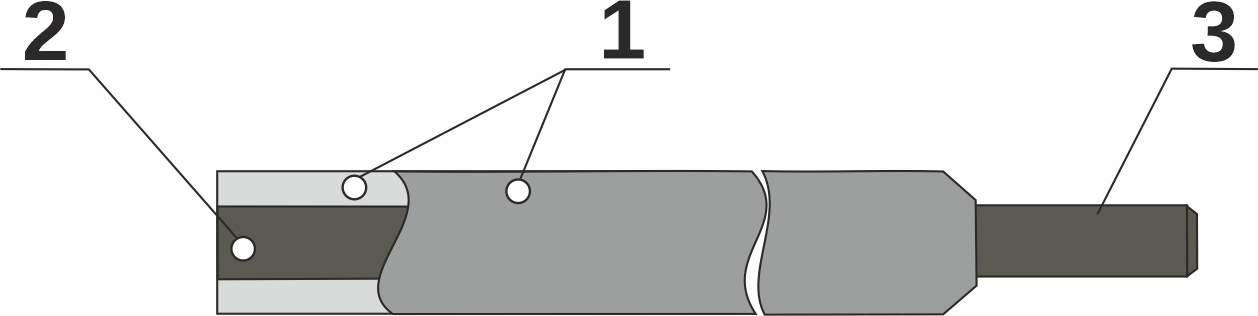
Rys. 14.11. Przekrój elektrody otulonej: 1-otulina, 2-rdzeń, 3-część chwytowa (BR)285
Gazy osłonowe
Podstawową funkcją jaką pełnią gazy osłonowe podczas procesu spawania łukiem elektrycznym jest odizolowanie miejsca spawania przed negatywnym wpływem gazów wchodzących w skład powietrza atmosferycznego oraz wilgoci. Dotyczy to głównie tlenu. Dodatkowo gazy pomagają w optymalnym jarzeniu się łuku elektrycznego, stabilizując ten proces. Poza istotnym wpływem na parametry wytrzymałościowe spoiny, gaz osłonowy w znacznym stopniu wpływa na wygląd spoiny oraz wydajność procesu spawalniczego. Spoina wykonana z niewłaściwą osłoną gazową może być krucha i mniej odporna na korozję. Działanie gazów osłonowych w procesie spawania MIG/MAG:
- -estetyka i kształt spoiny,
- -zmniejszenie emisji szkodliwych związków,
- -zabezpieczenie przed utlenianiem,
- -poprawa własności mechanicznych spoiny,
- -stabilizacja jarzenia łuku,
- -przenoszenie skroplin metalu,
-zwiększenie możliwości przyspieszenia spawania.
Do spawania stopów stalowych zwykle stosuje się mieszankę gazów tworzoną przez dwutlenek węgla oraz argon (CO2 + Ar). Jest to mieszanka gazu obojętnego argonu z gazem aktywnym, którym może być np. dwutlenek węgla. Rzadziej stosuje się mieszankę tlenu oraz argonu (O2 + Ar). W mieszance tej znajduje się zwykle ok. 80% argonu i 20% dwutlenku węgla. W przypadku mieszanki z tlenem to zwykle 90% argonu i 10% tlenu. W praktyce warsztatowej najlepiej sprawdza się mieszanka dwutlenku i argonu dając bardzo dobre efekty.
Zastosowanie mieszanki pozwala na zminimalizowanie powstawania odprysków oraz żużlu na powierzchni spoiny. Warto pamiętać, że im mniejsza jest zawartość dwutlenku węgla tym mniej odprysków. Czysty argon bez domieszek nie może być stosowany do spawania stali, ponieważ nie pozwala na stabilizację łuku elektrycznego. Do mieszanek dodawany jest czasami tlenek azotu (NO), którego zawartość jest śladowa, (do 0,03%) oraz rzadziej hel (He) i tlen (O).
Do spawania stopów aluminium stosowane są wyłącznie gazy obojętne takie jak argon (Ar) oraz hel (He). Hel dodawany jest zwykle w ilości od 30% do 60% w zależności od metody spawania. Do niektórych metod stosuje się mieszankę tych dwóch gazów lub dodatek w postaci tlenku azotu (NO). Dodatek tlenku azotu pozwala na lepszą stabilizację łuku elektrycznego, zabezpieczając jednocześnie przed nadmiernym utlenianiem spoiny. Do spawania stopów miedzi stosuje się najczęściej mieszankę argonu z helem. W przypadku stosowania czystego argonu jego skład to 99,995% tego gazu. Do metody TIG sporadycznie wykorzystywana jest mieszanka argonu, dwutlenku wodoru oraz tlenku azotu.
Bogusław Raatz
raatz.pl
Bogusław Raatz – uznany ekspert w dziedzinie technologii napraw karoserii i blacharstwa samochodowego, konstruktor oraz właściciel firmy HERKULES Auto-Technika Warsztatowa z wieloletnim doświadczeniem w projektowaniu i produkcji urządzeń do napraw i pomiarów karoserii. Autor licznych publikacji branżowych i książek fachowych, współpracujący z magazynem Lakiernik oraz prowadzący szkolenia dla specjalistów z zakresu blacharstwa i lakiernictwa.
Sekcja FAQ – najczęściej zadawane pytania
1. Co to są spoiwa spawalnicze i dlaczego są ważne w blacharstwie?
Spoiwo w spawalnictwie to materiał dodawany podczas spawania, który tworzy spoinę i łączy elementy konstrukcyjne. Odpowiedni wybór spoiwa wpływa na wytrzymałość oraz jakość połączenia.
2. Jakie rodzaje spoiw stosuje się najczęściej przy naprawach karoserii?
W blacharstwie najczęściej stosuje się druty do MIG/MAG, elektrody otulone do MMA oraz druty do spawania TIG – każdy z nich ma inne zastosowanie technologiczne.
3. Jaką rolę pełnią gazy osłonowe podczas spawania?
Gazy osłonowe chronią łuk spawalniczy przed tlenem i innymi gazami z powietrza, co wpływa na stabilność procesu oraz jakość spoiny.
4. Czy niewłaściwy dobór spoiwa lub gazu może osłabić spoinę?
Tak – zastosowanie niewłaściwych materiałów pomocniczych może prowadzić do kruchego złącza, nadmiernych odprysków lub obniżonej odporności na korozję.
5. Jak dobrać spoiwa i gazy spawalnicze w blacharstwie do konkretnej naprawy?
Dobór zależy od metody spawania (MIG/MAG, TIG, MMA), rodzaju metalu, grubości blachy i oczekiwanego efektu technologicznego – w artykule opisano ich zastosowania krok po kroku.
Uwaga redakcji:
Artykuł został uzupełniony o elementy redakcyjne (SEO, struktura nagłówków, sekcja FAQ) w celu poprawy czytelności oraz dostępności treści w wyszukiwarkach internetowych i narzędziach opartych na AI. Treść merytoryczna artykułu pozostaje autorstwa autora.
Sekcja FAQ została przygotowana przez redakcję Lakiernik.com.pl w celu ułatwienia czytelnikom zrozumienia zagadnienia.
Więcej porad dla lakierników i blacharzy znajdziesz na Lakiernik.com.pl oraz w naszej branżowej grupie na Facebooku, gdzie praktycy dzielą się realnymi doświadczeniami z warsztatu.
Zobacz również inne wątki z tej kategorii
 Podgrzewacz indukcyjny GYS Powerduction 37L i 37L Pro – nowy sposób na zapieczone śruby i szybsze naprawy
Podgrzewacz indukcyjny GYS Powerduction 37L i 37L Pro – nowy sposób na zapieczone śruby i szybsze naprawyPodgrzewacz indukcyjny GYS Powerduction 37L i 37L Pro – nowy sposób na zapieczone śruby i szybsze naprawy
Podgrzewacz indukcyjny to narzędzie, które coraz częściej trafia do nowoczesnych warsztatów blacharsko-lakierniczych. Już wkrótce do …
- Naprawa chińskich aut w Polsce: eksperci Cuneo ujawniają największe wyzwania warsztatów
Naprawa chińskich aut w Polsce: eksperci Cuneo ujawniają największe wyzwania warsztatów
Od redakcji: Naprawa chińskich aut staje się coraz ważniejszym tematem dla polskich warsztatów blacharsko-lakierniczych. Eksperci …
- Spanesi Polska: Herkules Auto-Technika nowym dystrybutorem. Rynek napraw wchodzi na wyższy poziom
Spanesi Polska: Herkules Auto-Technika nowym dystrybutorem. Rynek napraw wchodzi na wyższy poziom
Decyzja o powierzeniu Herkules Auto-Technika roli oficjalnego dystrybutora Spanesi w Polsce może okazać się jednym …




Czasopismo Lakiernik 90

Troton Sp. z o.o.
78-120 Ząbrowo 14 A
tel. 94 351 23 94
Krzysztof Gierszewski
lakiernik@lakiernik.com.pl
Strefy
Najnowsze artykuły
- Odpowiedź na wyzwania nowoczesnej lakierni. Systemowe rozwiązania od Sezam Września
- Podatek PCC od samochodu może zniknąć. Rząd szykuje ważne zmiany dla kupujących używane auta
- AkzoNobel Vehicle Refinishes podpisuje nową, wieloletnią umowę partnerską z Grupą Emil Frey
- Kadry dla branży motoryzacyjnej i Zintegrowany System Kwalifikacji
- Rajd Koguta 2026. Jubileuszowa edycja największego motoryzacyjnego rajdu charytatywnego w Polsce
- Korekta lakieru bezbarwnego: jak usunąć morę i sprawdzić prawdziwą jakość lakierowania?
- Lakierowanie Harley Davidson Electra Glide: customowy projekt z płatkami złota i aerografem
- Oldtimer&Youngtimer Fest 2026 – 4. edycja motoryzacyjnego zakończenia lata w Komornikach

