
Cieniowanie – czy to trudny proces?

Zanim przejdziemy do oceny trudności procesu cieniowania – parę słów wstępu.
Z koniecznością cieniowania najczęściej spotykamy się w sytuacji, kiedy dochodzi do uszkodzenia lakierowanych elementów poszycia zewnętrznego (np. zderzaków, błotników przednich, drzwi przednich, drzwi tylnych, błotników tylnych, progów, itd.) i konieczności ponownego ich polakierowania w taki sposób, żeby naprawa nie była widoczna przez obserwatora/klienta. Cieniowanie koloru pozwala stworzyć „iluzję”, która minimalizuje dostrzeganie niedopasowania koloru przez obserwatora. Polega na optycznym wygubieniu różnicy pomiędzy kolorem elementu naprawianego a lakierowanym oryginalnie przez fabrykę produkującą samochody (OEM – ang. Original Equipment Manufacturer).
W przypadku cieniowania należy rozpatrzeć najczęściej występujące przypadki:
1. CIENIOWANIE W OBRĘBIE 1-EGO ELEMENTU W SYSTEMIE BAZOWYM
Zakwalifikowanie do tego typu cieniowania zależy od obszaru i umiejscowienia uszkodzenia. Najbardziej korzystny przypadek to, kiedy uszkodzenie znajduje się na skraju elementu i daje dostatecznie dużo miejsca na wycieniowanie. Jeżeli uszkodzenie znajduje się na granicy
z sąsiadującym elementem koniecznie będzie cieniowanie z wejściem na ten element.
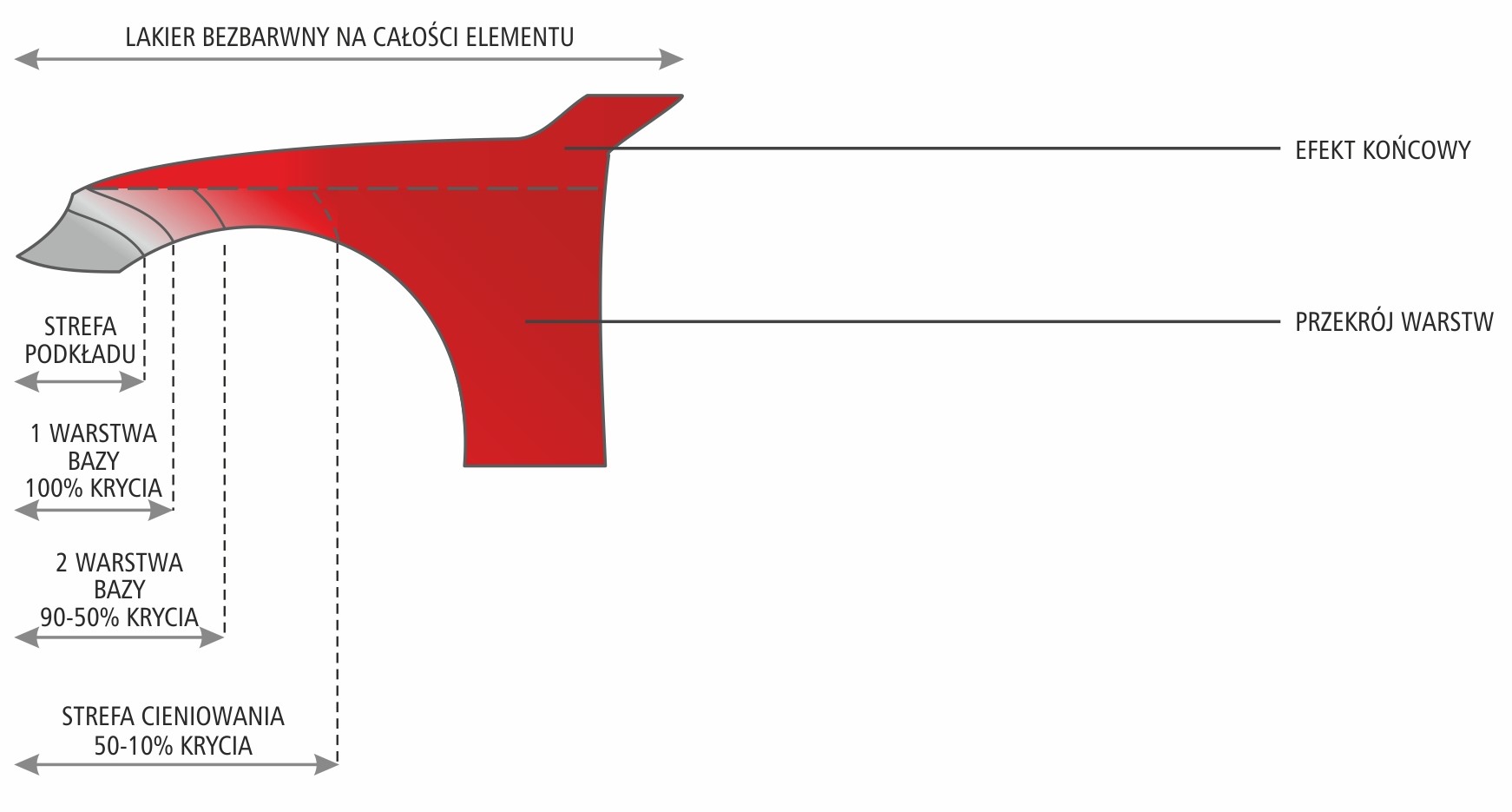
Rys. 1. Cieniowanie w obrębie jednego elementu
2. CIENIOWANIE Z WEJŚCIEM NA SĄSIADUJĄCY ELEMENT W SYSTEMIE BAZOWYM
Wybór takiego wariantu cieniowania najczęściej zachodzi w następujących sytuacjach:
– różnica kolorystyczna lub/i obszar naprawy są na tyle duże, że nie jesteśmy w stanie wycieniować koloru w obszarze 1-ego elementu,
– lakierowanie całego elementu (naprawianego lub wymienianego),
– uszkodzenie umiejscowione na granicy z sąsiadującym elementem.
Zazwyczaj konieczne jest również cieniowanie podkładem w technologii mokro na mokro na sąsiadujący element. Celem tego zabiegu jest uzyskanie jednolitego tła podłoża na granicy elementu naprawianego i cieniowanego.
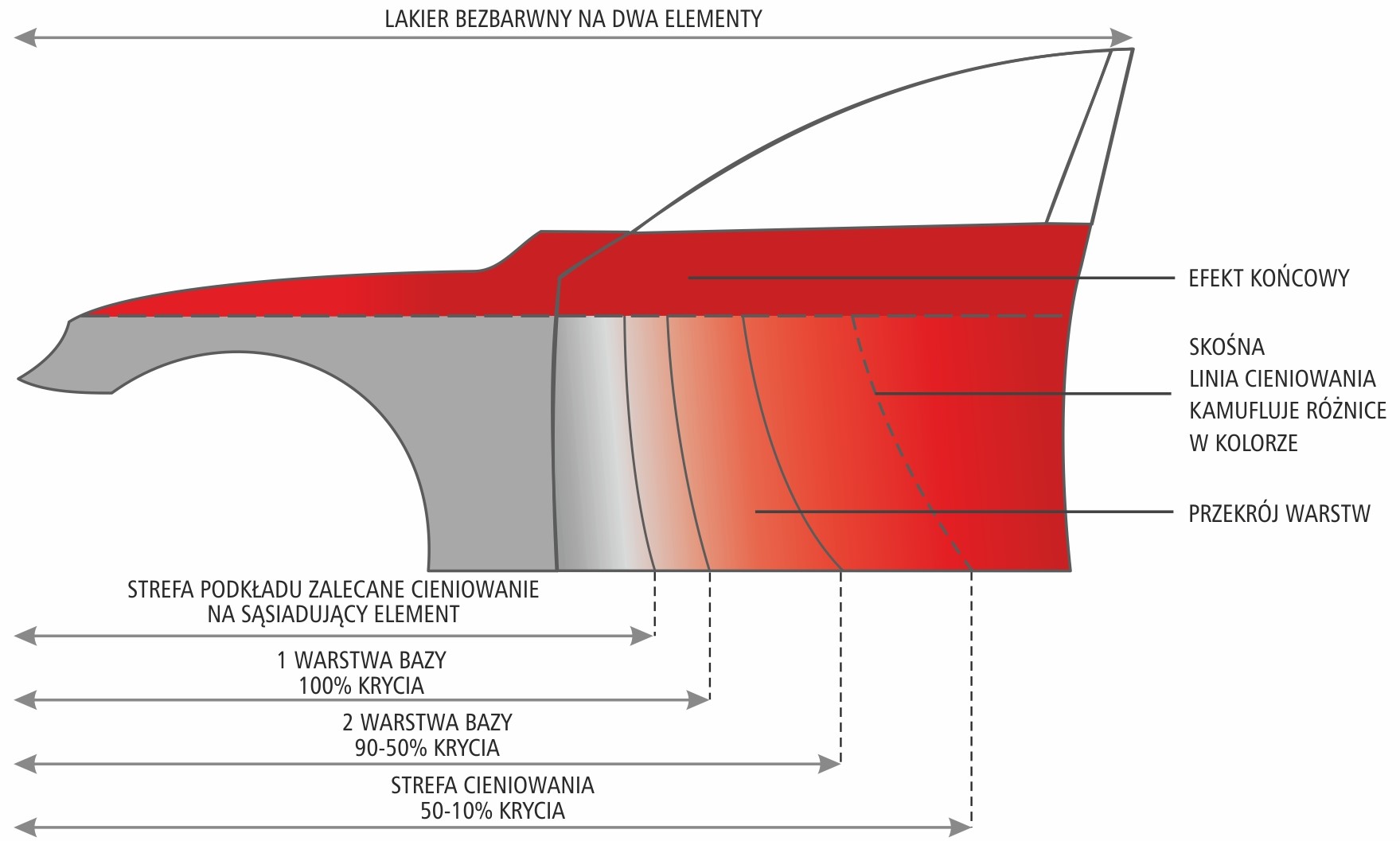
Rys. 2. Cieniowanie z wyjściem na sąsiadujący element
CIENIOWANIE W SYSTEMIE 3-WARSTWOWYM W SYSTMIE BAZOWYM
W przypadku systemów bazowych 3-warstwowych (3CT) powierzchnia, która będzie cieniowana musi być wystarczająco duża. Generalnie proces wymaga cieniowania sąsiadujących elementów. Cieniowanie w obrębie jednego elementu jest niezalecane.
W systemach trójwarstwowych uzyskanie właściwego odcienia zależy od:
– koloru 1-ej warstwy kryjącej bazy,
– ilości i grubości 2-ej warstwy bazy z efektem (2-ga warstwa bazy odpowiada za efekt i jest z reguły słabo kryjąca).
Przed lakierowaniem zasadniczym z reguły konieczne jest wykonanie kilku natrysków próbnych z różną ilością warstw bazy z efektem (1-3 warstw), żeby uzyskać najlepszy dopasowanie wariantu kolorystycznego i przy okazji przećwiczyć sposób i parametry aplikacji.
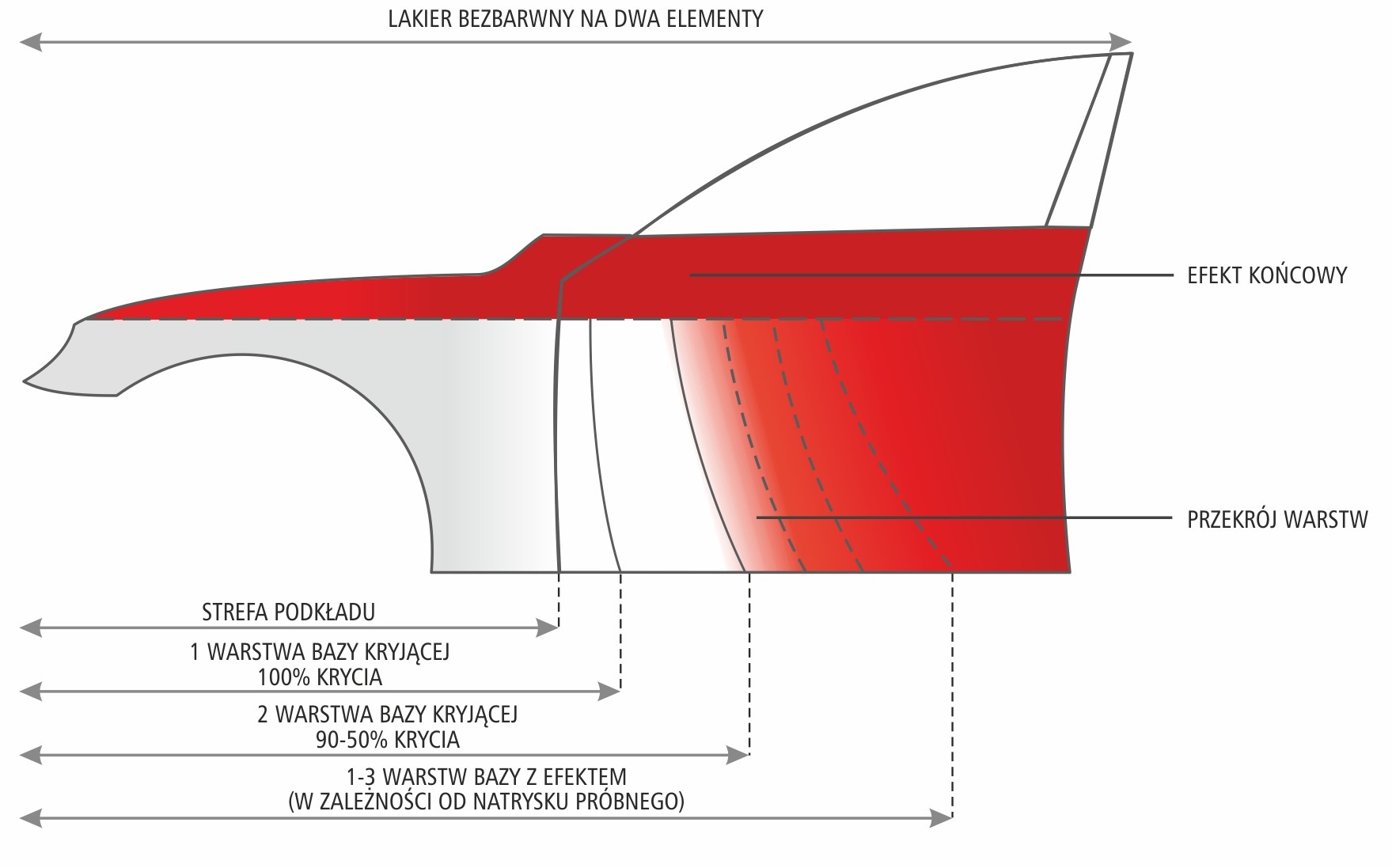
Rys. 3. Cieniowanie w systemie 3-warstwowym
W zasadzie wszyscy producenci systemów lakierniczych są zgodni co do konieczności cieniowania pozwalającego na przywrócenie oryginalnego wyglądu powłoki lakierowej sprzed szkody. Jak wspomniano wielkość, umiejscowienie szkody czy w końcu złożoność koloru decyduje, czy jesteśmy w stanie wykonać naprawę w obszarze 1-elementu czy z powodu braku miejsca będziemy zmuszeniu wykonania cieniowania na element sąsiadujący.
Trzeba też zwrócić uwagę, że jeżeli w strefie cieniowania pojawiają się dodatkowe elementy takie jak emblemat, listwa, naklejka konieczny będzie ich demontaż przed procesem lakierowania. O ile sam demontaż jest kłopotliwy to zazwyczaj elementy dodatkowe pozwalają skutecznie odwrócić uwagę od obszaru cieniowania i powodują, że jest ono mniej zauważalne.
Różnice w kolorze są najbardziej widoczne na powierzchniach licujących ze sobą w jednej najczęściej pionowej płaszczyźnie. Najczęściej dotyczy to np. połączenia błotnika przedniego z drzwiami, połączenia drzwi przednich i tylnych, drzwi tylnych i błotnika tylnego.
W wielu modelach samochodów spotkamy również przypadkami licowania płaszczyzn w poziomie na długiej linii styku np. pokrywy tylnej z błotnikiem tylnym, gdzie również konieczne jest cieniowanie na element sąsiadujący z naprawianym (patrz Rys. 4).

Rys. 4. Powierzchnia pokrywy tylnej i błotnika tylnego licują w tej samej płaszczyźnie (długa linia styku).
DLACZEGO PROCECES CIENIOWANIA JEST STANDARDEM?
Na barkach serwisu lakierniczego leży odpowiedzialność za przywrócenie oryginalnego wyglądu sprzed uszkodzenia i do niego należy ostateczna decyzyjność jak wykonywać cieniowanie w przypadku stwierdzenia niezgodności lakieru w systemie naprawczym z odcieniem lakieru oryginalnego. Większość producentów lakierów stawia cieniowanie jako wymóg technologiczny w szczególności dla kolorów metalicznych i perłowych oraz w wielu przypadkach dla kolorów bez efektu typu „solid” w systemach bazowych 2 i 3 warstwowych. Cieniowanie jest najbardziej efektywnym narzędziem dopasowywania kolorów w arsenale lakiernika.
Przygotowanie do cieniowania powinno być standardową procedurą podczas wszystkich napraw. Dużo łatwiej przygotować otaczające panele do cieniowania na początku niż dokonać tego w trakcie naprawy. W przypadku braku akceptacji zgodności kolorystycznej przez klienta serwis lakierniczy ponosi koszty ponownego przelakierowania i traci dodatkowo czas, w którym mógłby wykonywać kolejne zlecenia naprawcze. Znacznie bardziej kłopotliwa jest sytuacja, kiedy to szef lub klient zapyta „dlaczego ten kolor nie pasuje”? W tym momencie chyba nikomu nie trzeba tłumaczyć, ile czasu zajmie ponowne przeszlifowanie, zamaskowanie, ponowne polakierowanie (tym razem z cieniowaniem, bo nie będziemy już ryzykować), koszty materiału, koszty energii, itd. W tym momencie tracimy po 3-kroć: pierwszy raz za niezaakceptowaną naprawę, drugi raz za darmową poprawkę, trzeci raz przez to, że nie możemy wykonać kolejnej naprawy. Najczęściej też nadszarpujemy renomę zakładu lakierniczego, niestety niepochlebne informacje rozchodzą się zdecydowanie szybciej niż te pozytywne.
JAK UNIKAĆ „KŁOPOTÓW” POCZAS CIENIOWANIA, CZYLI DOBRE PRAKTYKI LAKIERNICZE
Elementem krytycznym decydującym o powodzeniu procesu cieniowania jest przestrzeganie procedur i kroków poprzedzających cieniowanie, znajomość systemu lakierniczego i oczywiście umiejętności samego lakiernika.
Poniżej kilka uwag odnośnie do poszczególnych etapów pracy lakiernika:
Dobór właściwego odcienia koloru z dostępnych w bazie, będzie w dużym stopniu zależał od jego subiektywnej oceny (lakiernik może zgodność koloru ocenić lepiej lub gorzej np. lepiej widzi czerwienie gorzej zielenie i niebieski),
Ocena koloru pod różnymi kątami (w zależności od kąta padania światła i jego odbicia od powierzchni następuje zmiana efektu),
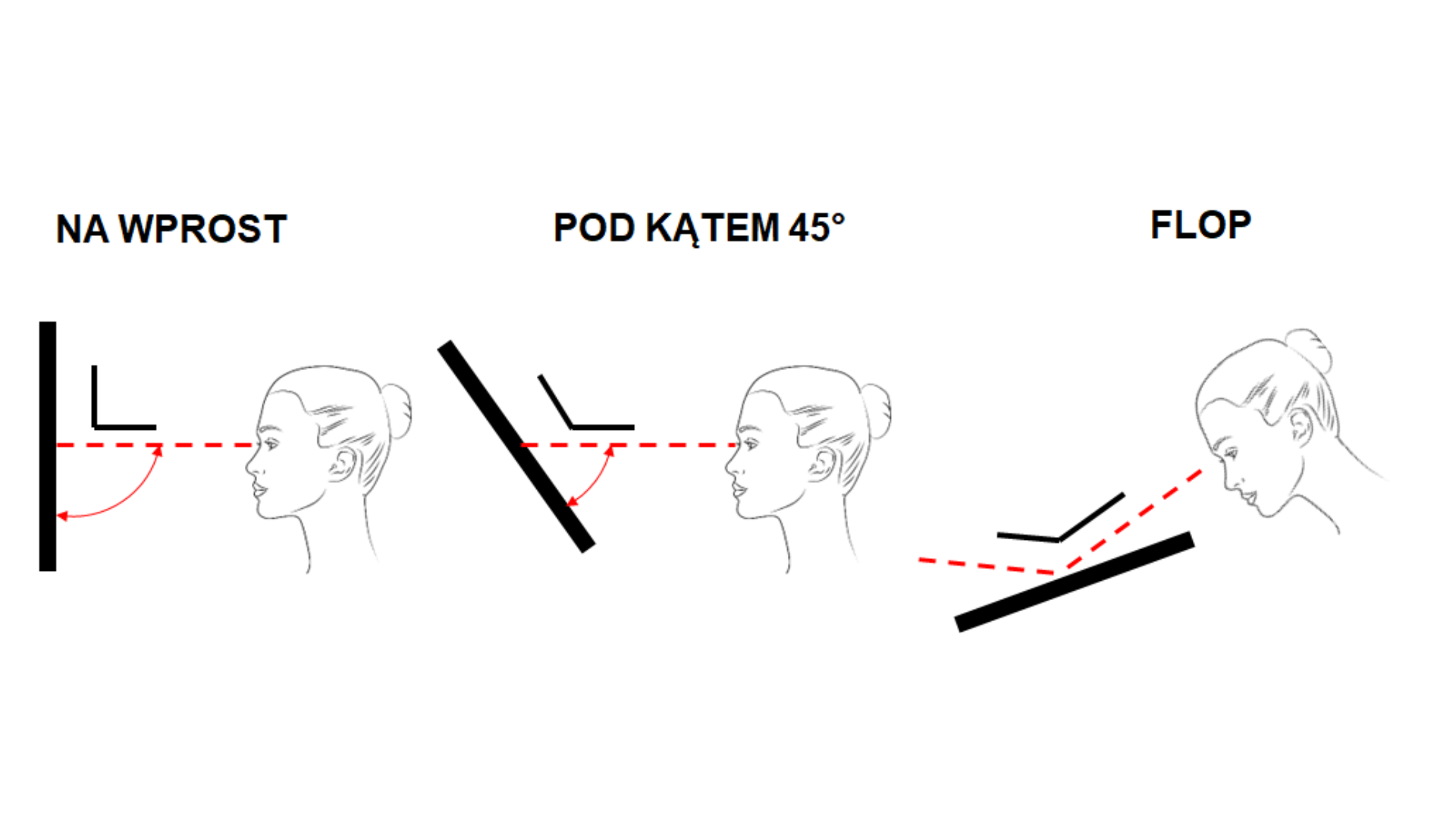
Rys. 5. Kąt obserwacji i kąt padania światła na powierzchnię
ma znaczący wpływ na ocenę koloru z efektem.
Ocena koloru przy odpowiednim źródle światła (niektóre pigmenty wchodzące w skład receptur mogą ulegać metamerii (w zależności od rodzaju światła padającego obserwujemy wizualne zmiany koloru). Przykładowo kolor, który pasuje w świetle dziennym może nie pasować w świetle lampy jarzeniowej.
Dobór odpowiedniego ciśnienia powietrza, odpowiedniego rozpuszczalnika, pistoletu lakierniczego itp. – wg zaleceń producenta systemu lakierniczego.
Przygotowanie koloru – duże znaczenie ma dokładność dozowania pigmentów oraz dokładność samej wagi (trudność dokładnego odważania niewielkich ilości lakieru np. 50 ml),
Sprawdzenie koloru przed aplikacją – polega na wykonaniu natrysku próbnego, który pokazuje jak zmienne będące po stronie lakiernika (m.in. parametry aplikacyjne) wpływają na kolor. Po wysuszeniu natrysków próbnych wybrać najlepiej pasującą test kartę
do lakierowanego auta. Aplikacja koloru powinna wyglądać identycznie jak aplikacja test karty z najlepiej dopasowanym koloremDobarwienie koloru – spowodowane jest najczęściej niezgodnością dostępnego wariantu koloru w systemie kolorystycznym z odcieniem koloru obserwowanym na samochodzie. Bardzo często problem dotyczy starszych aut, gdyż na skutek oddziaływania czynników zewnętrznych kolory ulegają starzeniu (trudna do przewidzenia zmiana barwy).
- Przygotowanie strefy cieniowania
Obszar, w którym będziemy cieniować (istniejące wykończenie OEM lub wcześniej naprawiane) należy odpowiednio zmatować:
ETAP 1:
obróbka maszynowa (skok 3mm) na sucho P500-P600 (wnęki szarą włókniną ścierną)
lub obróbka ręczna na mokro P1000-P1200 (wnęki szarą włókniną ścierną),
ETAP 2:
– szara włóknina ścierna (maszynowo lub ręcznie) z pastą matującą lub opcjonalnie z zmywaczem wodnym np. SPECTRAL W785
Odmuchać i dokładnie odtłuścić za pomocą zmywacza rozcieńczalnikowego np. SPECTRAL EXTRA 785.
Powtórnie dokładnie odtłuścić za pomocą zmywacza wodorozcieńczalnego rozcieńczalnikowego np. SPECTRAL EXTRA W785.
Aplikacja:
– kolor zastosowanego podkładu – system szarości widmowych pozwala na zmniejszenie zużycia lakieru i lepsze odwzorowanie koloru,
– sposób natrysku: rodzaj pistoletu (HVLP czy zwykły), ciśnienie, wielkość dyszy, ilość warstw, grubość poszczególnych warstw, ustawienie materiału, szerokość strumienia, odległość pistolet–obiekt, prędkości przejścia, czasu odparowania, warunki pracy – temperatura i wilgotność powietrza, itd.
- Określenie sposobu cieniowania
Oko obserwatora łatwiej „wyłapuje” sytuację, w której linia zakończenia cieniowania jest równoległa do krawędzi elementu. Jeżeli linia cieniowania jest skośna do krawędzi elementu to lepiej kamufluje miejsce wygubienia koloru.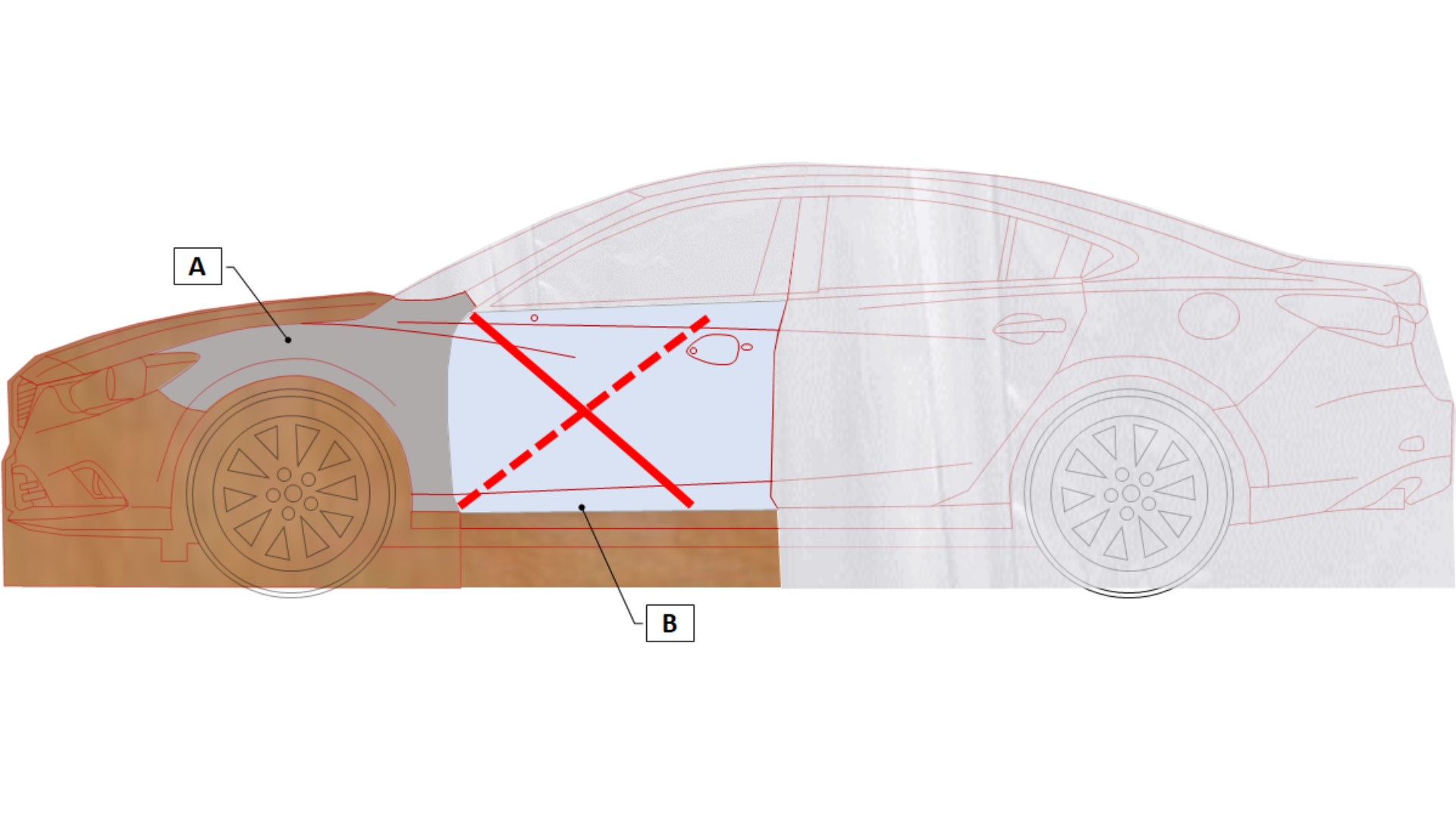
Rys. 6. Cieniowanie metodą „po skosie” w górę lub w dół
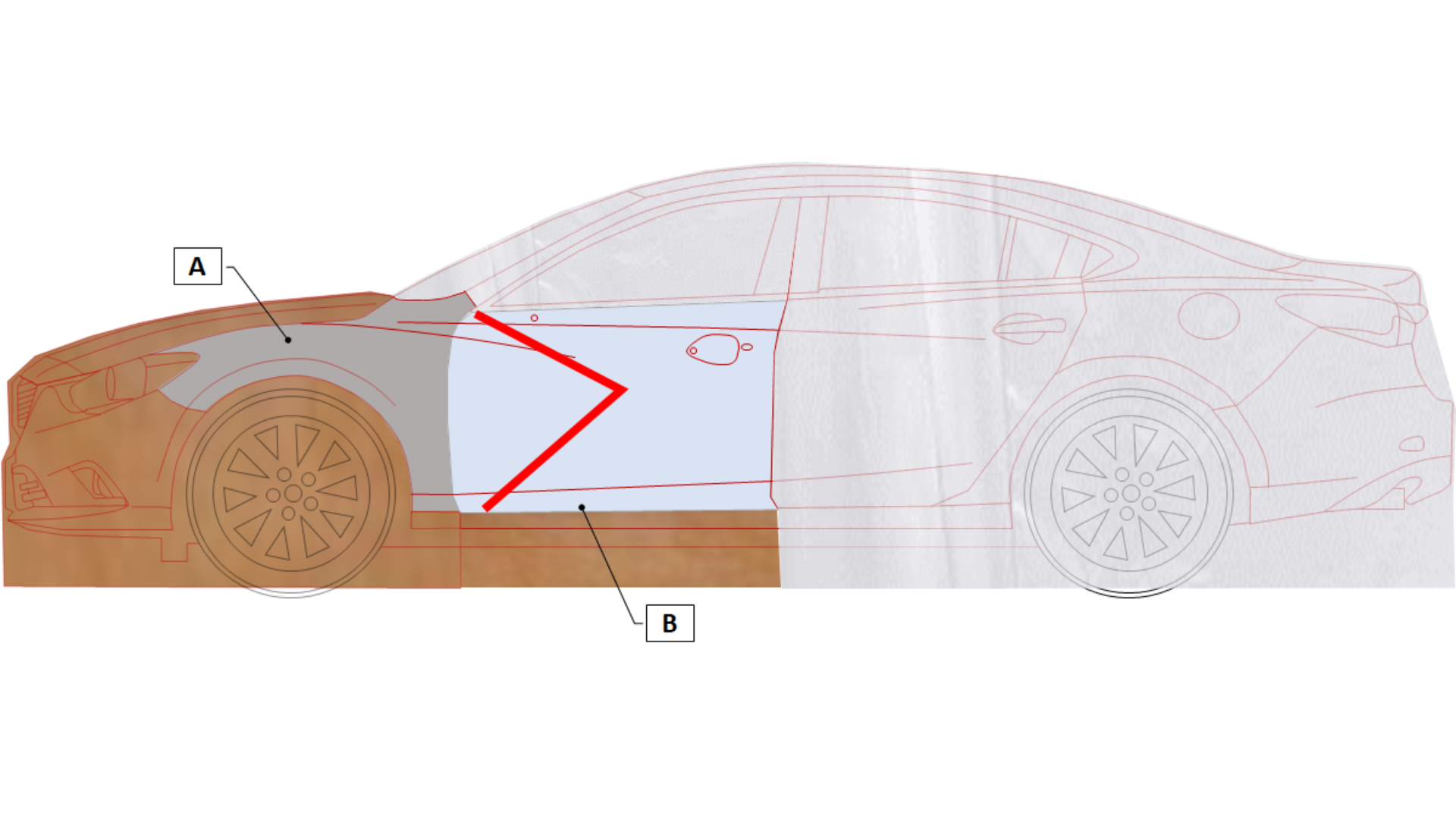
Rys. 7. Cieniowanie metodą „V”
Metody cieniowania – metodą tradycyjna kontra piramidalna.
W metodzie tradycyjnej pierwszą warstwą bazy rozpoczynamy pokrycie podkładu w miejscu uszkodzenia i cieniujemy na zewnątrz od uszkodzenia ze stopniowym zmniejszaniem krycia bazy. W metodzie piramidalnej (cieniowanie odwrócone) – pierwsza warstwa bazy rozciąga się najdalej, kolejne cieniujemy do środka uszkodzenia.
PODSUMOWANIE
Jak zatem ocenić czy cieniowanie jest trudnym procesem? Jest zbyt wiele zmiennych, żeby odpowiedzieć jednoznacznie – możemy zetknąć się ze skrajnymi przypadkami.
Od niewielkich, korzystnie umiejscowionych napraw z łatwym do wycieniowania kolorem po bardzo skomplikowane lakiery 3-warstwowe z trudnymi efektami lub np. 4-warstwowe z barwionym lakierem bezbarwnym – gdzie nawet najlepsi lakiernicy nie zawsze wychodzą zwycięsko z operacji cieniowania. Pozostaje skrupulatne analizowanie instrukcji cieniowania, własne próby lub uczestnictwo w szkoleniach przygotowanych przez firmy lakiernicze, żeby sprostać wyzwaniom lakierowania współczesnych aut z coraz trudniejszymi do cieniowania efektami.
Zapraszamy do obejrzenia webinarium przygotowanego przez techników SPECTRAL pokazujący proces cały proces cieniowania. Do obejrzenia po zeskanowaniu kodu QR:

Autor:
dr inż. Tomasz TOMCZYK
Dyrektor Pionu Szkoleń NOVOL
Podziel się "Cieniowanie – czy to trudny proces?":
Zobacz również
Aerozol Cromax PS1504A Quickfill Primer-Surfacer w kolorze szarym
Podkład gruntujący 1K w aerozolu od marki Cromax®. Produkt PS1504A Quickfill Primer-Surfacer w kolorze szarym (VS4) pomaga zmaksymalizować wydajność warsztatów lakierniczych. Prosta aplikacja, wszechstronne zastosowanie i bardzo szybkie schnięcie sprawiają, że warsztaty lakiernicze mogą zwiększyć …

Auto – Dubnicki: rodzinna, koszalińska firma w rękach drugiego pokolenia
Koszalińska firma Auto – Dubnicki, to rodzinny biznes, którego początki sięgają lat 80-tych ubiegłego wieku. Teraz o jej rozwój dba kolejne pokolenie, a oferta daleko wykracza poza plany, które kiedyś kreślili założyciele. Pierwszy warsztat blacharsko …

Pół wieku bydgoskiej szkoły, która kształci także lakierników
Zespół Szkół Samochodowych w Bydgoszczy świętował jubileusz 50 – lecia istnienia. Była to wyjątkowa okazja do wspomnień o ludziach, którzy przez kolejne lata tworzyli bydgoską szkołę i do uhonorowania tych, których praca składa się …

Rozwój w zakresie lakierownia ciekłego
Postęp technologiczny w zakresie lakierowania ciekłego nie wyhamował w okresie pandemii i można odnieść wrażenie, że przymusowa izolacja wysokiej klasy specjalistów wprowadziła do branży lakierniczej cały szereg nowatorskich rozwiązań. Ogromne zapotrzebowanie na zwiększenie asortymentu produktów …

AkzoNobel wprowadza na rynek nową powłokę proszkową dla jednośladów
Dzięki nowemu produktowi od firmy AkzoNobel – Interpon A3000 – producenci motocykli obniżą koszty, ale także zaoszczędzą energię, co w sposób ewidentny pozytywnie wpłynie na środowisko naturalne. Nowy produkt, będący pierwszym jednowarstwowym lakierem proszkowym firmy …




Lakiernik to: lakierowanie samochodu, lakiery samochodowe, spotter, szpachlowanie, autodetailing, lakiernictwo porady, lakiernik, polerowanie auta, usuwanie korozji



