
Podstawy obróbki skrawaniem cz. 1

Obróbka skrawaniem jest stosowana właściwie przy każdej naprawie blacharsko-lakierniczej. Nie wszystkie osoby zatrudnione w serwisach blacharskich posiadają wykształcenie branżowe, którego częścią jest problematyka obróbki skrawaniem. Obróbka ta jednak jest jedną z technologii związanych z uzyskiwaniem kształtów przedmiotu poprzez usuwanie części materiału wyjściowego i jej podstawy powinny być znane pracującym w branży napraw karoserii.
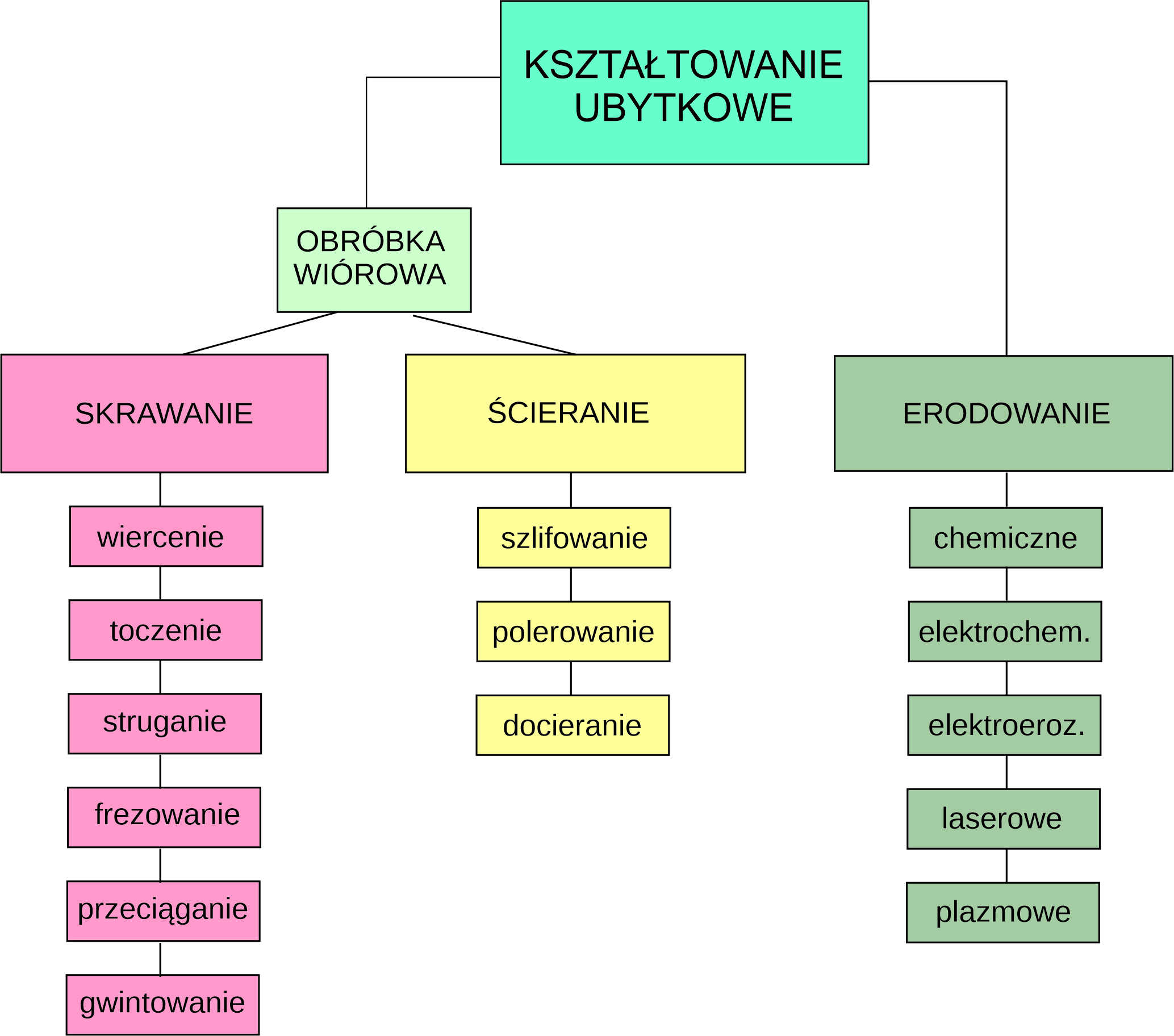
Obróbka wiórowa i ścierna
W naprawach karoserii samochodowej stosuje się zarówno obróbkę wiórową jak i ścierną.
Obróbka wiórowa
Wykonuje się ją specjalnymi narzędziami posiadającymi jedno lub więcej ostrzy o określonej geometrii ostrzy skrawających. W przypadku tych narzędzi ostrza są wyraźnie widoczne nieuzbrojonym okiem, a w wyniku ich stosowania powstają wióry.
Obróbka ścierna
Wykonuje się ją narzędziami o bardzo drobnych ostrzach, często trudno zauważalnych dla oka. Dodatkową cecha jest niepoliczona ich ilość oraz nieokreślony dokładnie kształt, a w wyniku ich stosowania powstają bardzo małe odpady, które trudno nazwać wiórami.

Fot. Cięcie przy pomocy szlifierki kątowej też jest rodzajem obróbki ściernej. (EZ-DENT)
Podstawowe rodzaje obróbki ściernej to:
-szlifowanie,
-gładzenie,
-docieranie,
-polerowanie.

Fot. Polerowanie to rodzaj obróbki ściernej. (Fotolia)
Podstawowe rodzaje obróbki wiórowej to:
-toczenie,
-wiercenie,
-frezowanie,
-dłutowanie.

Fot. Frezowanie (rozwiercanie) zgrzeiny to rodzaj obróbki skrawaniem. (HERKULES)
Obróbka skrawaniem może być wykonywana w sposób ręczny lub z zastosowaniem maszyn i urządzeń. Podział wygląda następująco:
-obróbka ręczna,
-obróbka ręczna częściowo zmechanizowana,
-obróbka maszynowa przy pomocy obrabiarek obsługiwanych przez operatora,
-obróbka maszynowa przy pomocy obrabiarek sterowanych automatycznie.
Wszystkie rodzaje obróbki mogą być wykonywane z różną dokładnością w zależności od efektu jaki ma być osiągnięty. Stosuje się zarówno obróbkę zgrubną, średnio dokładną, dokładną oraz bardzo dokładną. W blacharstwie raczej stopień obróbki jest na poziomie średnio dokładnym lub zgrubnym. Osobnym tematem jest szlifowanie stanowiące przygotowania do lakierowania nawierzchniowego.
Parametry procesu skrawania
Parametry technologiczne skrawania mają duży wpływ na przebieg i efekty obróbki skrawaniem, ich wartość często jest optymalizowania ze względu na określone kryterium. Technologiczne parametry skrawania to:
prędkość skrawania,
prędkość posuwu,
głębokość skrawania.
W praktyce warsztatowej warto zwrócić uwagę na to, że pierwsze dwa parametry decydują o jakości procesu obróbki. Mają one również bardzo duży wpływ na zużycie narzędzi skrawających takich jak wiertła czy frezy. Najczęściej operator nie zwraca uwagi na te parametry i proces staje się nieefektywny, a zarazem kosztowny. Przykładem może być niedopasowywanie prędkości obrotowej oraz właściwego posuwu w przypadku usuwania zgrzein, przy pomocy frezów trzpieniowych.
Materiały narzędziowe
Pod tą nazwą ukryte są materiały, z których wykonane są elementy robocze narzędzi do skrawania. Skrawaniu poddaje się materiały o różnych własnościach mechanicznych, a w tym twardości. Nawiązując do karoserii samochodowej najtrudniejsze do obróbki ze względu na twardość są zgrzeiny jakimi łączone są blachy z nowoczesnych stopów stalowych o bardzo wysokich parametrach mechanicznych. Przykładem może być blacha USIBOR. Ze względu na zastosowanie oraz stopień twardości materiału, materiały narzędziowe dzielą się na:
-stale narzędziowe niestopowe i stopowe do pracy na zimno,
-stale szybkotnące,
-węgliki spiekane,
-cermetale,
-spieki ceramiczne,
-materiały ekstratwarde.
Charakterystyka kilku stosowanych w praktyce warsztatowej rodzajów materiału narzędziowego:
Stale szybkotnące
Nazwa ta wskazuje na efekt, jaki można uzyskać dzięki jej zastosowaniu w produkcji narzędzi skrawających. Dzięki jej zastosowaniu można było zwiększyć kilkukrotnie szybkość skrawania, a ostrza stały się bardziej trwałe.
Węgliki spiekane
Węgliki spiekane zwane w żargonie „widią” (ang. carbide) to bardzo powszechny materiał do wykonywania ostrzy tnących w narzędziach skrawających. Występuje często jako płytki przykręcane do korpusu narzędzi, a po zużyciu są wymieniane na nowe. Są twarde i przez to narażone na uszkodzenia mechaniczne. Wymagają równomiernego i płynnego prowadzenia narzędzia podczas obróbki.

Fot. Frez do zgrzein karoserii z ostrzem wykonanym węglika spiekanego. (ang. carbide) (HERKULES)
Cermetale i spieki ceramiczne
Materiałem przejściowym od węglików wolframowych do spieków ceramicznych są cermetale, w skład których wchodzą takie pierwiastki jak tytan (Ti), nitrogen (N) czy molibden (Mo). Ostrza wykonane w tej technologii najlepiej sprawdzają się przy obróbce ze znaczną prędkością obrotową i niewielkich grubościach materiału np. blachach. Spieki ceramiczne mogą pracować w wysokich temperaturach (ponad 1100 °C), co pozwala na obróbkę z dużą prędkością. Tak jak w przypadku wszystkich bardzo twardych materiałów jest on również narażony na uszkodzenia.
Materiały ekstra twarde
Jednym z materiałów ekstra twardych jest diament, który jest odmianą skrystalizowanego w specyficznych warunkach węgla. W narzędziach stosowany jest diament naturalny jak i wytwarzany syntetycznie.
Jest on najtwardszym materiałem naturalnym, o bardzo wysokiej odporności na ścieranie. Dodatkowe zalety to dobra przewodność ciepła, co zmniejsza ryzyko przegrzania ostrza skrawającego. Jak większość materiałów twardych nie jest zbyt odporny np. na zginanie.
Bogusław Raatz
raatz.pl
Podziel się "Podstawy obróbki skrawaniem cz. 1":
Zobacz również
Ferrari, Aston Martin i składak Wigry – Sławomir Gołąb swój biznes stworzył od zera i robi to co kocha
– Wolę mieć cel i go realizować niż marzyć – mówi Sławomir Gołąb, właściciel Serwisu Blacharsko – Lakierniczego AACOLOR w Myślenicach. Firma powstała w 2020 roku. Widok Astona Martina, Maserati, Maclarena czy Porsche czekających tu …

Efektywna naprawa pojazdów użytkowych cz.2
Systemy do napraw kabin Zwykle montowane są one do kratownicy podobnie jak w przypadku naprawy ram. Kabina mocowana jest na części nośnej z uchwytami pośrednimi, do których zainstalowane są uchwyty specjalizowane do montażu kabin …

Efektywna naprawa pojazdów użytkowych cz.1
Kluczowe dla opłacalności usług związanych z naprawami konstrukcji pojazdów użytkowych jest umiejętny dobór technologii, urządzeń oraz odpowiednie wdrożenie całego systemu w serwisie. O ile coraz częściej właściciele warsztatów i kadra zarządzająca doskonale rozumie konieczność …

Naprawa a technologia
Rozwój konstrukcji pojazdów jest widoczny zarówno w ewolucji systemów napędowych, układów elektronicznej kontroli trakcji oraz bezpieczeństwa jazdy ale i konstrukcji karoserii. Dla rynku napraw karoserii to właśnie zmiany w tym zakresie są najbardziej istotne …

Problemy z korozją cz.2
Korozja nadwozia samochodu to nie tylko korozja szczelinowa i korozja perforacyjna czy pod powłokowa. To także korozja powstała od czynników eksploatacyjnych: mechanicznych i chemicznych. Konieczne jest zatem zweryfikowanie dotychczasowego myślenia o korodowaniu nadwozi samochodów …




Lakiernik to: lakierowanie samochodu, lakiery samochodowe, spotter, szpachlowanie, autodetailing, lakiernictwo porady, lakiernik, polerowanie auta, usuwanie korozji



