
Podstawy spawalnictwa – spoiwa i gazy

W procesach spawalniczych stosowane są również materiały pomocnicze. Ich rodzaj zależy od metody spawania. Do podstawowych materiałów spawalniczych należą spoiwa i gazy. Spoiwo to materiał dodawany podczas spawania tworzący spoinę. Gazy mogą być osłoną procesu spawalniczego jak i źródłem energii podczas spawania gazowego. Odpowiedni dobór materiałów pomocniczych jest niezbędnym elementem procesu spawania i decyduje w znacznym stopniu o jakości spawania.
Spoiwa stosowane w spawalnictwie można podzielić na trzy podstawowe grupy:
-spoiwo podawane automatycznie – MIG/MAG.
-elektrody otulone – MMA,
-spoiwo dodawane ręcznie – TIG, spawanie gazowe.
Druty elektrodowe do metody MIG/MAG
W technologii MAG stosuje się najczęściej druty lite, rzadziej druty proszkowe. Druty lite wymagają podczas procesu spawania, stosowania podawanego z zewnątrz gazu osłonowego. Zwykle jest to mieszanka CO2 i Ar. W przypadku drutów proszkowych osłona wytwarza się w wyniku podgrzania proszku znajdującego się w rdzeniu spoiwa. Druty elektrodowe posiadają odpowiednio dobrany skład chemiczny. Zawierają znaczną ilość składników stopowych oraz innych dodatków zapewniających dobre własności chemiczne i mechaniczne spoin. Spotyka się druty elektrodowe pokryte powłokami z miedzi, ale i z powłokami tlenkowymi zabezpieczającymi przed korozją. Dodatkową funkcją miedziowania drutów spawalniczych jest lepsze przesuwanie się w podajnikach oraz uchwytach spawalniczych. Średnice drutów elektrodowych do spawania stali dostępne są w zakresie od 0,6 mm do 2,0 mm.
Elektrody otulone do metody MMA
Elektrody otulone stosowane są podczas ręcznego spawania metodą MMA. Rdzeń elektrody stanowi pręt stalowy pełniący funkcje elektrody oraz spoiwa. Otulina zawiera składniki pozwalające na wytwarzanie się chmury gazów osłonowych, powstającej w wyniku rozgrzania elektrody. Dodatkowo może zawierać składniki stopowe, odtleniające oraz związki ułatwiające wiązanie. Średnice elektrod dostępne są w zakresie od 1,6 mm do 8,0 mm.
Spoiwo do metody TIG i spawania gazowego
W przypadku metody TIG spoiwem jest drut w postaci prostych odcinków wytwarzany metodą ciągnienia. Średnice drutów do spawania TIG dostępne są w zakresie od 0,6 mm do 6,0 mm o długościach od 500 mm do 1000 mm. Do spawania gazowego przeznaczone są spoiwa w formie drutów podobne jak do metody TIG.
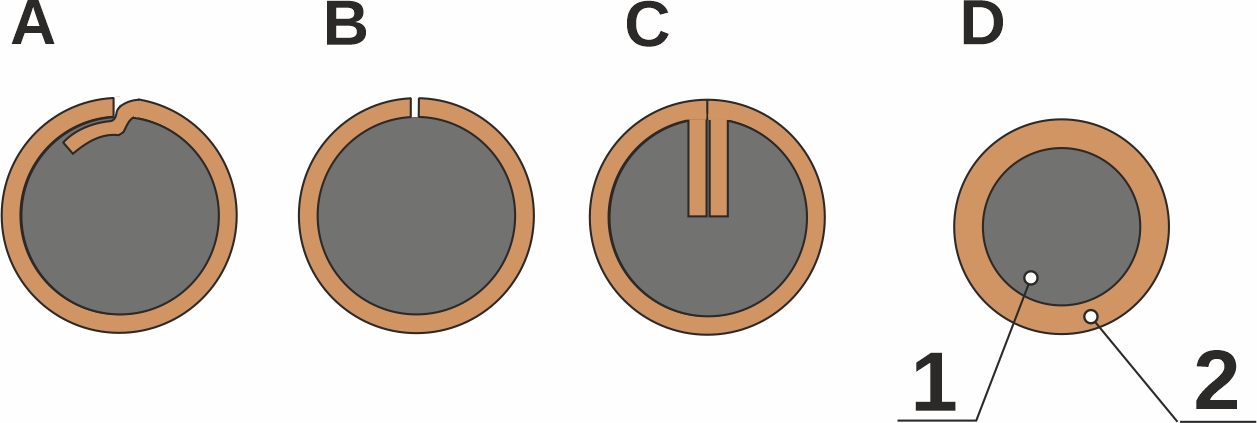
Rys. 14.10. Rodzaje drutu proszkowego: A, B i C – zwijane, D – pełnorurkowe, 1-rdzeń z proszkiem, 2-płaszcz metalowy (BR)
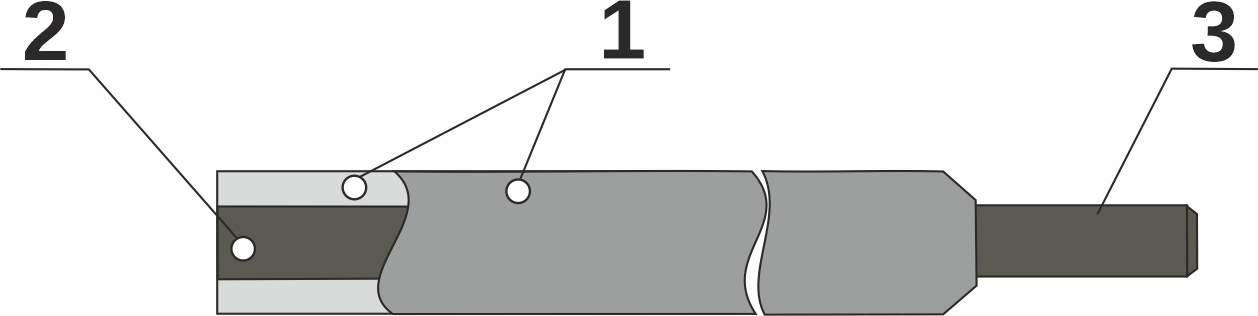
Rys. 14.11. Przekrój elektrody otulonej: 1-otulina, 2-rdzeń, 3-część chwytowa (BR)285
Gazy osłonowe
Podstawową funkcją jaką pełnią gazy osłonowe podczas procesu spawania łukiem elektrycznym jest odizolowanie miejsca spawania przed negatywnym wpływem gazów wchodzących w skład powietrza atmosferycznego oraz wilgoci. Dotyczy to głównie tlenu. Dodatkowo gazy pomagają w optymalnym jarzeniu się łuku elektrycznego, stabilizując ten proces. Poza istotnym wpływem na parametry wytrzymałościowe spoiny, gaz osłonowy w znacznym stopniu wpływa na wygląd spoiny oraz wydajność procesu spawalniczego. Spoina wykonana z niewłaściwą osłoną gazową może być krucha i mniej odporna na korozję. Działanie gazów osłonowych w procesie spawania MIG/MAG:
-estetyka i kształt spoiny,
-zmniejszenie emisji szkodliwych związków,
-zabezpieczenie przed utlenianiem,
-poprawa własności mechanicznych spoiny,
-stabilizacja jarzenia łuku,
-przenoszenie skroplin metalu,
-zwiększenie możliwości przyspieszenia spawania.
Do spawania stopów stalowych zwykle stosuje się mieszankę gazów tworzoną przez dwutlenek węgla oraz argon (CO2 + Ar). Jest to mieszanka gazu obojętnego argonu z gazem aktywnym, którym może być np. dwutlenek węgla. Rzadziej stosuje się mieszankę tlenu oraz argonu (O2 + Ar). W mieszance tej znajduje się zwykle ok. 80% argonu i 20% dwutlenku węgla. W przypadku mieszanki z tlenem to zwykle 90% argonu i 10% tlenu. W praktyce warsztatowej najlepiej sprawdza się mieszanka dwutlenku i argonu dając bardzo dobre efekty. Zastosowanie mieszanki pozwala na zminimalizowanie powstawania odprysków oraz żużlu na powierzchni spoiny. Warto pamiętać, że im mniejsza jest zawartość dwutlenku węgla tym mniej odprysków. Czysty argon bez domieszek nie może być stosowany do spawania stali, ponieważ nie pozwala na stabilizację łuku elektrycznego. Do mieszanek dodawany jest czasami tlenek azotu (NO), którego zawartość jest śladowa, (do 0,03%) oraz rzadziej hel (He) i tlen (O).
Do spawania stopów aluminium stosowane są wyłącznie gazy obojętne takie jak argon (Ar) oraz hel (He). Hel dodawany jest zwykle w ilości od 30% do 60% w zależności od metody spawania. Do niektórych metod stosuje się mieszankę tych dwóch gazów lub dodatek w postaci tlenku azotu (NO). Dodatek tlenku azotu pozwala na lepszą stabilizację łuku elektrycznego, zabezpieczając jednocześnie przed nadmiernym utlenianiem spoiny. Do spawania stopów miedzi stosuje się najczęściej mieszankę argonu z helem. W przypadku stosowania czystego argonu jego skład to 99,995% tego gazu. Do metody TIG sporadycznie wykorzystywana jest mieszanka argonu, dwutlenku wodoru oraz tlenku azotu.
Bogusław Raatz
raatz.pl
Podziel się "Podstawy spawalnictwa – spoiwa i gazy":
Zobacz również
CAB-MAX hybrid – innowacyjny system do napraw kabin pojazdów użytkowych
Na świecie funkcjonuje wiele urządzeń do napraw powypadkowych pojazdów. Na przestrzeni lat powstało bardzo dużo firm produkujących oprzyrządowanie dla warsztatów prowadzących naprawy uszkodzonych w wyniku kolizji samochodów. Wiele z tych firm już dawno nie działa …

Opłacalność napraw elementów z tworzyw sztucznych
Wraz ze wzrostem rozwoju motoryzacji, wzrasta zagrożenie dla środowiska naturalnego. A szczególnie jeżeli chodzi o ilość wyrzucanych, zużytych i uszkodzonych elementów z tworzyw sztucznych. Elementy metalowe są przerabiane powtórnie przez huty, ogumienie przez zakłady chemiczne, …

Dobór i stosowanie spotera
Jak dobrać spoter? Na co zwrócić uwagę przy wyborze? Z wyposażeniem dodatkowym czy bez? Warto przeanalizować urządzenia do napraw uszkodzonych poszyć zwane wyciągarkami lub pulerami, czy też spoterami. Przy okazji warto dodać, że spotter to …

Tego się nie naprawia
Te słowa można bardzo często usłyszeć od właścicieli serwisów blacharsko-lakierniczych, blacharzy, a czasami i tzw. rzeczoznawców. O laikach nie wspomnę, ale ich zdanie w tej kwestii raczej nas nie interesuje. O czym mowa? Drzwi samochodu …

Podsumowanie I Konferencji Bezpieczeństwa Napraw Pojazdów
Zorganizowana w dniach 4-5 czerwca 2024 roku przez Katedrę Eksploatacji Maszyn i Transportu Wydziału Inżynierii Mechanicznej Politechniki Bydgoskiej im. Jana i Jędrzeja Śniadeckich i oraz Instytut Technologii Karoserii konferencja wzbudziła ogromne zainteresowanie zarówno wśród przedstawicieli …




Lakiernik to: lakierowanie samochodu, lakiery samochodowe, spotter, szpachlowanie, autodetailing, lakiernictwo porady, lakiernik, polerowanie auta, usuwanie korozji



