
Zgrzewanie i zgrzewarki do karoserii cz.1

Technologia wytwarzanie cienkich blach dla przemysłu samochodowego wymusiła rewolucję w technologiach łączenia karoserii stalowych. Najczęściej stosowane gatunki stopów stalowych, z których produkowane są elementy współczesnej karoserii samochodowej to: HSLA -High Strength Low Alloy – stale od dużej wytrzymałości, oznaczane również jako: AHSS – Advanced High Strength Steel – nowoczesne stale o dużej wytrzymałości. Są to również stopy stalowe, dwufazowe (DP) oraz BORON STEEL – stal z domieszką boronu, BAINITIC – stopy stali bainitycznej i wiele innych. Wszystkie te materiały łączą pewne cechy, które są najbardziej istotne dla konstruktorów pojazdów: wysoką zdolność do pochłaniania energii podczas uszkodzenia. Rewolucja w procesach produkcyjnych ma swoje przełożenie na technologie napraw powypadkowych. Podczas wymiany elementów, metoda zgrzewania oporowego, konieczne jest zastosowanie urządzeń o coraz większych możliwościach technicznych. Już dawno do lamusa powinny odejść urządzenia starszych generacji, ponieważ nie pozwalają one na łączenie paneli karoseryjnych zgonie z wymaganiami technicznymi obecnie produkowanych pojazdów. Warto tutaj przypomnieć, że w przypadku wątpliwości co do jakości uzyskiwanych zgrzein, należy przeprowadzić próbę zrywającą.
Jakość zgrzein
W zgrzewarkach starszej generacji obsługujący urządzenie manualnie ustawiał parametry zgrzewania, dopasowując je do grubości blach oraz gatunku stopów stalowych, z których są wykonane. Aktualnie powszechne stało się stosowanie zgrzewarek, które automatycznie, przed zaciśnięciem ramion zgrzewających dokonują pomiaru i wprowadzają odpowiednie parametry pracy. Dzięki temu zgrzeiny są prawidłowo wykonane oraz powtarzalne, a praca staje się łatwiejsza i szybsza. Prawidłowość wykonania połączenia zgrzewanego można stwierdzić wykonując próbę rozrywania. Blachy w miejscu zgrzewania nie powinny się rozłączyć bez wyrwania w jednej z nich otworu. Wielkość otworu uzależniona jest od grubości blach. Można taka próbę wykonać przy pomocy dostępnych narzędzi warsztatowych lub stosując odpowiednie oprzyrządowanie. Próbę należy wykonać na fragmencie elementu zdemontowanego z pojazdu. Będzie to najbardziej wiarygodna próba, ponieważ dotycząca konkretnego gatunku stopu stalowego, o określonej grubości odpowiadającej oryginałowi.
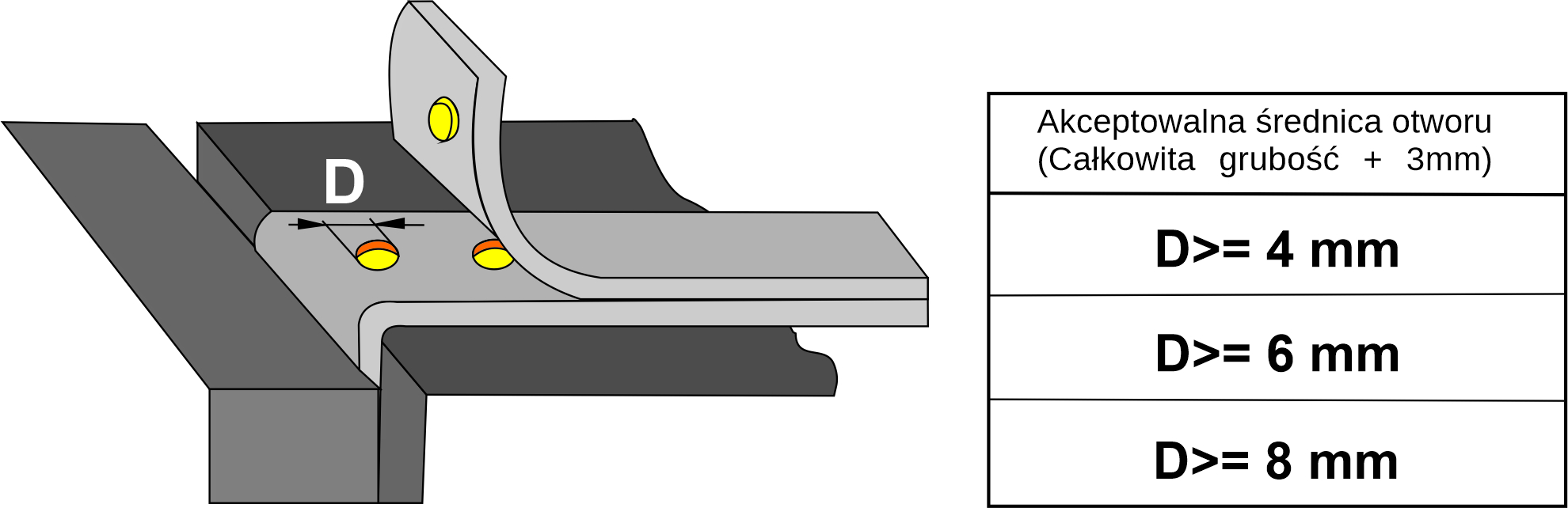
Rys. Próba (GYS,BR)
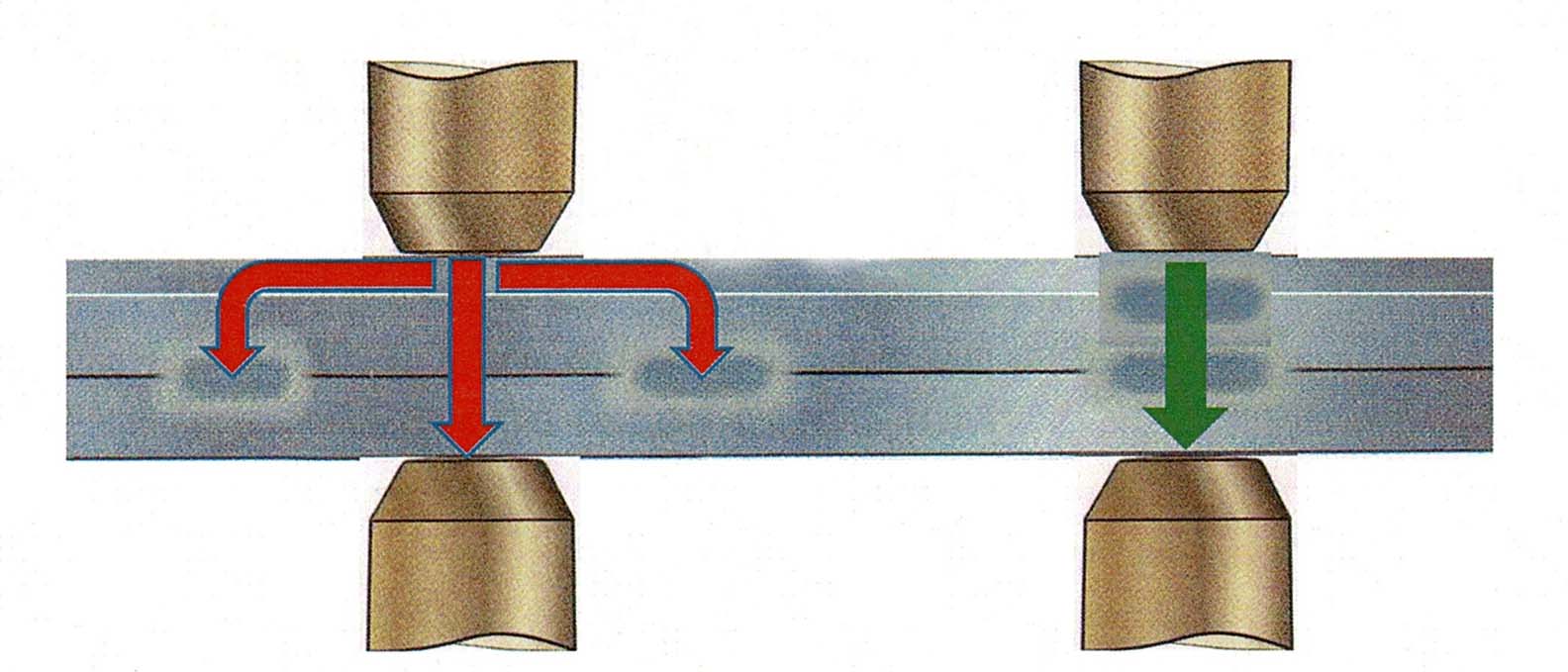
Rys. Jeden z częściej popełnianych błędów podczas zgrzewania, to zbyt mała odległość pomiędzy zgrzeinami. (GYS ACADEMY – GYS.pl)
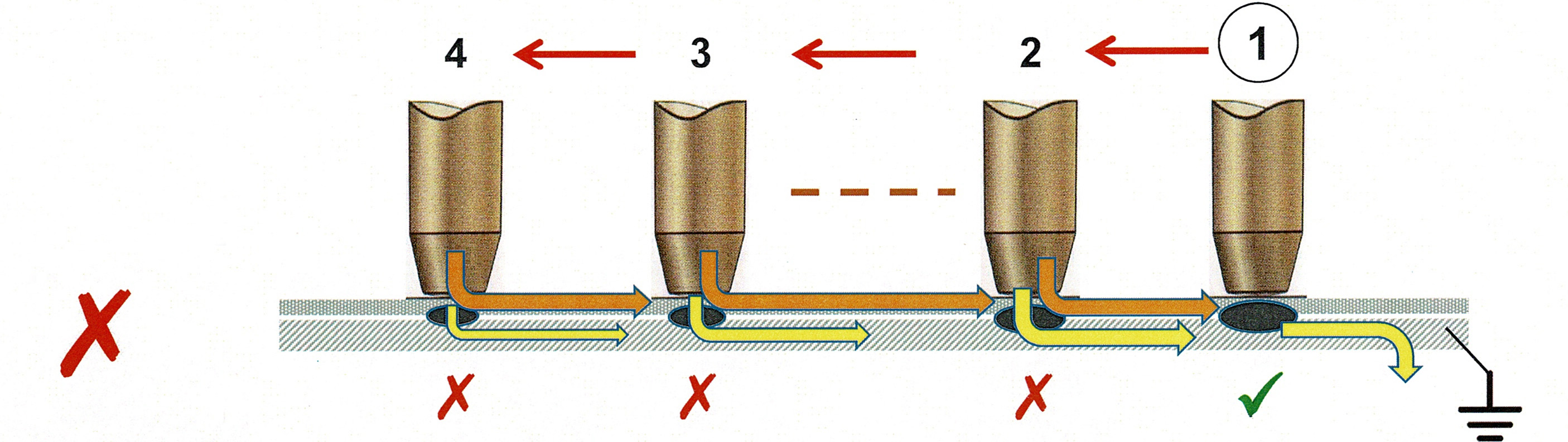
Wykonując zgrzeiny w złej kolejności, czyli zaczynając od punku najbliżej masy, prąd zgrzewania przepływa przez wcześniej wykonane punkty, co zmniejsza jego wartość dla kolejnych zgrzein.
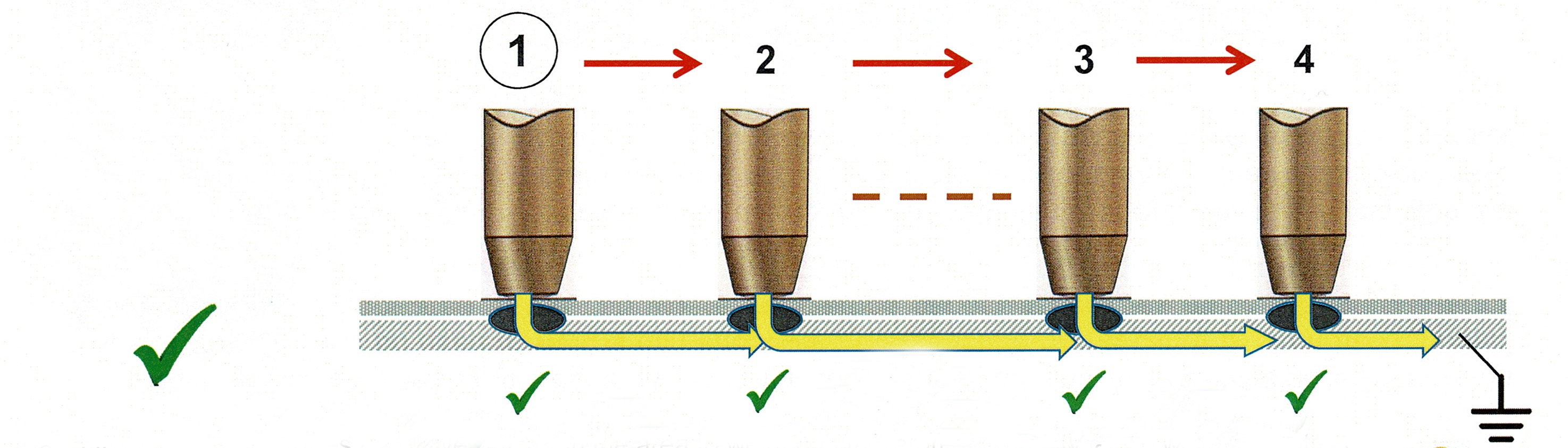
Wykonując zgrzeiny w dobrej kolejności, czyli zaczynając od punku najdalej od masy, prąd zgrzewania nie przepływa przez wcześniej wykonane punkty, co zapewnia odpowiednią jego wartość dla kolejnych zgrzein.
Rys. Zgrzewanie jednostronne jest niezalecane. W przypadku stosowani tej metody należ pamiętać że konieczne jest przestrzeganie kolejności wykonywania zgrzein. (GYS ACADEMY – GYS.pl)
Wymagania techniczne producentów pojazdów
Zgrzewanie jest jedną z najbardziej popularnych metod łączenia stalowych elementów karoserii. Rozróżnia się wiele metod zgrzewania: oporowe, ogniskowe, zgniotowe, wybuchowe, tarciowe, ultradźwiękowe, indukcyjne, dyfuzyjne, zwarciowe, iskrowe, prądami o dużej częstotliwości, wibracyjne. W budowie karoserii stosowane jest zgrzewanie oporowe. Wysokogatunkowe stopy stalowe wymusiły znaczne zwiększenie prądów zgrzewania oraz stosowanie znacznego docisku elektrod podczas procesu formowania zgrzeiny. O ile do niedawna wystarczyły prądy o natężeniu 6 do 10 kA to obecnie minimum, aby zgrzać większość stosowanych w motoryzacji blach to 13 kA. W skrajnych przypadkach są to prądy o wartości ponad 14 kA. Niestety w warsztatach naprawczych stosuje się zgrzewanie przy zastosowaniu niewystarczających parametrów. Należy dodać, że poza prądem zgrzewania równie istotna jest siła z jaką ściskane są łączone elementy podczas procesu zgrzewania. Minimalny docisk powinien wynosić 500 daN. Niektórzy producenci samochodów wymagają stosowania zgrzewarek z uchwytem typu „C”.
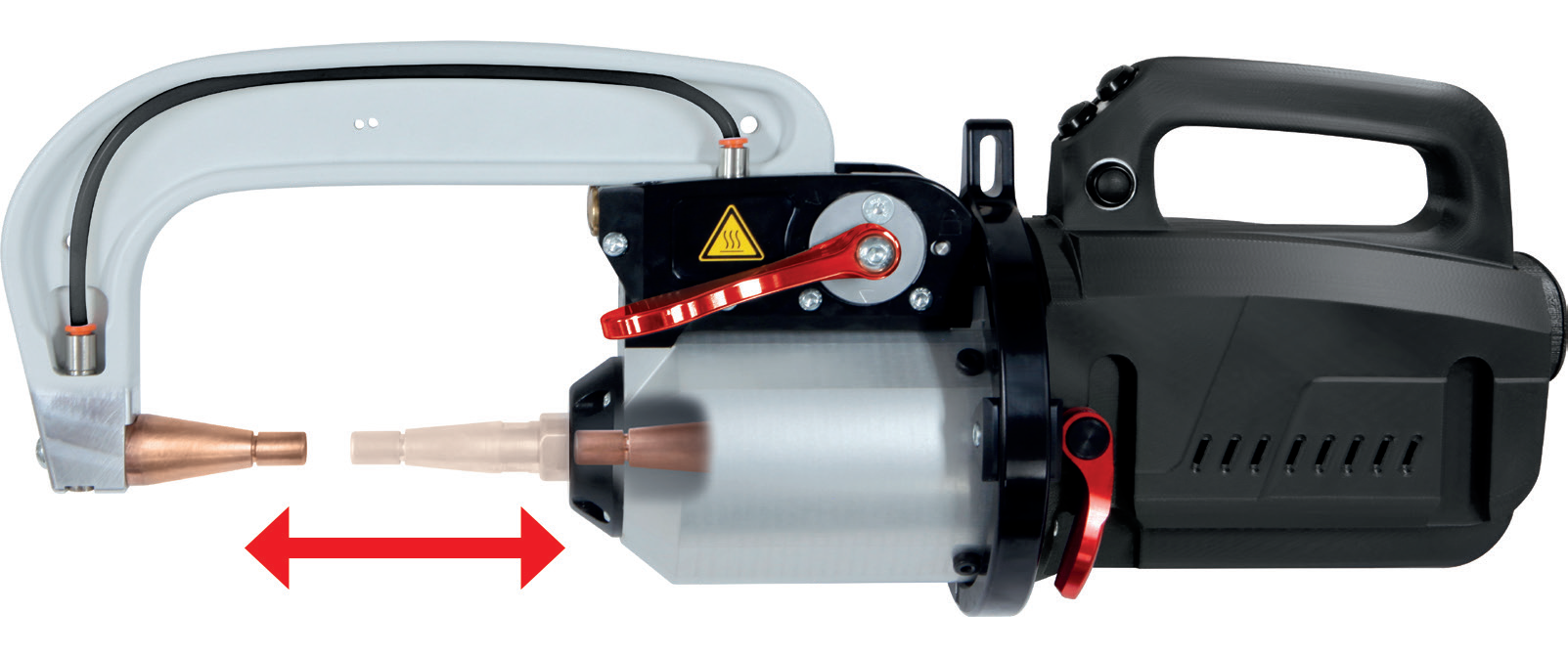
Fot. Rodzaje uchwytów spawalniczych. Po lewe „X”, po prawej „C”. (GYS.pl)
 Fot. Uchwyt typu „C” z transformatorem umożliwia zastosowanie przewodów o znacznie mniejszym przekroju oraz może być stosowany przy mniejszym zabezpieczeniu linii o niższych parametrach. (GYS.pl)
Fot. Uchwyt typu „C” z transformatorem umożliwia zastosowanie przewodów o znacznie mniejszym przekroju oraz może być stosowany przy mniejszym zabezpieczeniu linii o niższych parametrach. (GYS.pl)
Bogusław Raatz
raatz.pl
Podziel się "Zgrzewanie i zgrzewarki do karoserii cz.1":
Zobacz również
Ferrari, Aston Martin i składak Wigry – Sławomir Gołąb swój biznes stworzył od zera i robi to co kocha
– Wolę mieć cel i go realizować niż marzyć – mówi Sławomir Gołąb, właściciel Serwisu Blacharsko – Lakierniczego AACOLOR w Myślenicach. Firma powstała w 2020 roku. Widok Astona Martina, Maserati, Maclarena czy Porsche czekających tu …

Efektywna naprawa pojazdów użytkowych cz.2
Systemy do napraw kabin Zwykle montowane są one do kratownicy podobnie jak w przypadku naprawy ram. Kabina mocowana jest na części nośnej z uchwytami pośrednimi, do których zainstalowane są uchwyty specjalizowane do montażu kabin …

Efektywna naprawa pojazdów użytkowych cz.1
Kluczowe dla opłacalności usług związanych z naprawami konstrukcji pojazdów użytkowych jest umiejętny dobór technologii, urządzeń oraz odpowiednie wdrożenie całego systemu w serwisie. O ile coraz częściej właściciele warsztatów i kadra zarządzająca doskonale rozumie konieczność …

Naprawa a technologia
Rozwój konstrukcji pojazdów jest widoczny zarówno w ewolucji systemów napędowych, układów elektronicznej kontroli trakcji oraz bezpieczeństwa jazdy ale i konstrukcji karoserii. Dla rynku napraw karoserii to właśnie zmiany w tym zakresie są najbardziej istotne …

Problemy z korozją cz.2
Korozja nadwozia samochodu to nie tylko korozja szczelinowa i korozja perforacyjna czy pod powłokowa. To także korozja powstała od czynników eksploatacyjnych: mechanicznych i chemicznych. Konieczne jest zatem zweryfikowanie dotychczasowego myślenia o korodowaniu nadwozi samochodów …




Lakiernik to: lakierowanie samochodu, lakiery samochodowe, spotter, szpachlowanie, autodetailing, lakiernictwo porady, lakiernik, polerowanie auta, usuwanie korozji



