





Zgrzewanie karoserii – najczęstsze błędy i jak ich uniknąć
Aktualizacja: luty 2026
Od redakcji: Zgrzewanie karoserii to podstawowa technika w nowoczesnym blacharstwie, ale nawet doświadczeni fachowcy popełniają błędy, które mogą osłabić strukturę naprawy. W tym artykule pokazujemy, jakie są najczęstsze problemy oraz jak skutecznie ich uniknąć w codziennej pracy.
Uchwyty „X” oraz „C”
Warto w tym miejscu zauważyć pewną prawidłowość wpływająca bezpośrednio na dobór uchwytu zgrzewarki. Dotyczy to wyboru pomiędzy uchwytem typu „C”, a „X”. W przypadku uchwytów typu „C” elektroda ruchoma dociskana jest w osi elektrody stałej zamocowanej w gnieździe korpusu. Taki system docisku pozwala na uzyskanie takiej samej siły podczas zgrzewania, niezależnie od zastosowanego osprzętu przedłużającego czyli elektrod. Inaczej jest natomiast, gdy w uchwycie „X” zastosowane zostaną elektrody dłuższe niż standardowe lub przedłużenia ramion. Im dłuższe ramiona w uchwycie zgrzewającym typu „X” tym mniejsza siła docisku podczas zgrzewania.
Zgrzewarki najczęściej posiadają funkcję, która uwzględnia ten spadek siły i następuje korekta nacisku. Niestety przy najdłuższych elektrodach i zgrzewaniu grubych blach wysokogatunkowych, zwykle siły już jest zbyt mało i zgrzeina nie może być wykonana prawidłowo. Należy pamiętać, że siła docisku elektrod jest jednym z dwóch głównych czynników, które wpływają na jakość zgrzeiny. Ważny jest również czas procesu zgrzewania, ale jego regulowanie przy systemach sterowania mikroprocesorowego nie stanowi zwykle większego problemu.
Elektrody i osprzęt
Nie tylko parametry decydują o przydatności określonych urządzeń zgrzewających. Pojawiają się również strefy krytyczne z ograniczonym dostępem podczas procesu zgrzewania oporowego wykonywanego podczas wymiany elementów w serwisie blacharskim. W procesie produkcji sytuacje te w zasadzie nie występują lub są rozwiązywane w sposób przemysłowy. Przede wszystkim jest określona kolejność montażu nadwozia pojazdu w procesie produkcji, tak aby proces przebiegał możliwie łatwo z jak najprostszym dostępem do punków montażowych. Inaczej niestety jest gdy zachodzi konieczność wymiany określonego elementu w procesie naprawy powypadkowej.

Fot. GYS.pl
Pasty kontaktowe i wymiana końcówek elektrod
Pasty zawierające opiłki miedziane spełniają funkcję przewodnika prądu poprawiając tym samym wydajność zgrzewarki, a tym samym poprawiając jakość zgrzein. Dodatkowo stanowią zabezpieczenie antykorozyjne.
Elektrody zgrzewające wykonane są ze specjalnych stopów miedzi i same w sobie są elementami drogimi. Skonstruowane są w taki sposób aby, podczas eksploatacji nie zużywały się w całości lecz jedynie wymianie podlegały specjalne końcówki zgrzewające. Końcówki te wykonywane są zwykle w trzech rodzajach: płaskie, okrągłe oraz skośne. Większość współczesnych zgrzewarek sygnalizuje konieczność ich wymiany, ale operator powinien również kontrolować ich jakość.
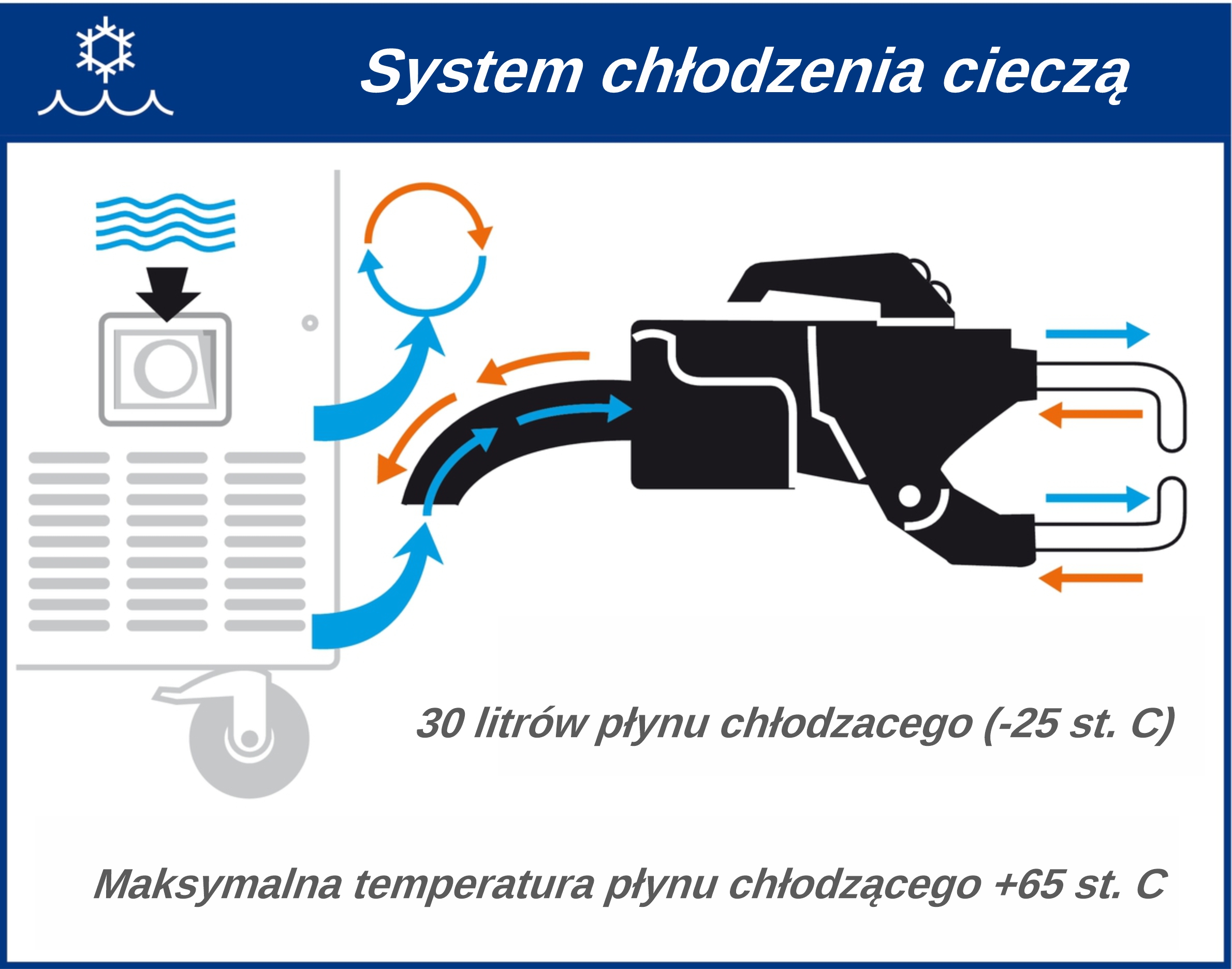
Instalacja elektryczna i płyn chłodzący
W przypadku maszyn chłodzonych cieczą konieczna jest wymiana płynu w zależności od zaleceń producenta. Stosowanie nieodpowiednich płynów lub nie wymienianie go zgodnie z zaleceniami często powoduje poważne uszkodzenia systemu chłodzenia zgrzewarek. Urządzenia do zgrzewania współczesnych karoserii stalowych wymagają odpowiedniego zasilania. Zwykle konieczne jest przygotowanie obwodu elektrycznego z zabezpieczeniem 32 A (D). Przewód do gniazda powinien mieć przekrój 10 mm².
Jak wybrać zgrzewarkę
Najczęściej można usłyszeć, że blacharz, czy też właściciel warsztatu wybrał dane urządzenie, bo przeczytał w ulotce reklamowej, lub usłyszał od sprzedawcy, że to jest świetne, niedrogie urządzenie i można nim zgrzewać nawet 2 blachy o grubości 3 mm… no i oczywiście „po co przepłacać” za drogie zgrzewarki innych producentów. Niestety najczęściej to fikcja, bo urządzenia te nie posiadają możliwości zgrzewania przy odpowiednio wysokich prądach jak i często nie mają możliwości wymuszonego docisku (np. pneumatycznego) elektrod zgrzewających. Co zatem jest ważne?
Najważniejsze parametry to: maksymalny prąd zgrzewania – min. 12 kA (najlepiej 13 kA), docisk elektrod – min. 350 daN
Pozostałe cechy to:
- chłodzenie cieczą całego układu włącznie z elektrodami,
- automatyczny dobór parametrów zgrzewania,
- jak najmniejsza masa uchwytu zgrzewającego,
- osprzęt do podwieszania i manipulacji uchwytem,
- dodatkowe elektrody umożliwiające dostęp do większości punktów,
- zgrzewanie jednostronne,
- dostęp do serwisu i części eksploatacyjnych,
- dostęp do profesjonalnych szkoleń,
- dopuszczenia do stosowania w ASO.
Fot. (GYS.pl)
W przypadku stosowania wysokich prądów podczas procesu łączenia blach wysokogatunkowych wydzielają się znaczne ilości ciepła. Dotyczy to zarówno elektrod zgrzewarki w miejscu wykonywania połączenia jak i części składowych samego urządzenia zgrzewającego. W celu uzyskania połączeń o odpowiedniej jakości i wytrzymałości zgrzewarka musi posiadać system chłodzenia cieczą w obiegu wymuszonym.
Chłodzone są zarówno elektrody zgrzewarki jak i części składowe samego agregatu urządzenia. Dodatkowo warto, aby zgrzewarka wyposażona był w fabryczny system inteligentnego doboru odpowiednich parametrów zgrzewania w zależności od łączonych elementów. Dotyczy to zarówno grubości blach jak i własności mechanicznych stopu stalowego. Urządzenie na ułamek sekundy przed wykonaniem zgrzeiny dokonuje analizy łączonych elementów i automatycznie dobiera prąd zgrzewania, siłę docisku jak i czas.
Spoter blacharski z możliwością zgrzewania
Czy to jest w ogóle możliwe? Tak, ale spoter musiałby posiadać możliwość wygenerowania prądu zgrzewania powyżej 10 kA oraz wymuszony docisk elektrod min 300 daN. Niestety niektórzy nieświadomi (lub nieuczciwi) sprzedawcy takich rozwiązań od wielu lat oferują spotery o parametrach zgrzewania 3-4 kA jako zgrzewarki, które po doposażeniu w ręcznie dociskane kleszcze zgrzewające mają rzekomo być wystarczające do zgrzewania współczesnej karoserii samochodowej. W skrajnych przypadkach, świadomie lub nieświadomie, podają pobór mocy jako moc zgrzewania. Warto więc samemu zdobyć podstawową wiedzę aby wyrobić sobie odpowiedni pogląd.
Dostępne na rynku spotery do napraw panelowych, nie nadają się do zgrzewania współczesnych blach karoseryjnych ponieważ mają zbyt niskie parametry zgrzewania. Aby zgrzać najcieńsze spotykane blachy w karoserii potrzeba min. 8000 A oraz docisku elektrod rzędu 250 daN.

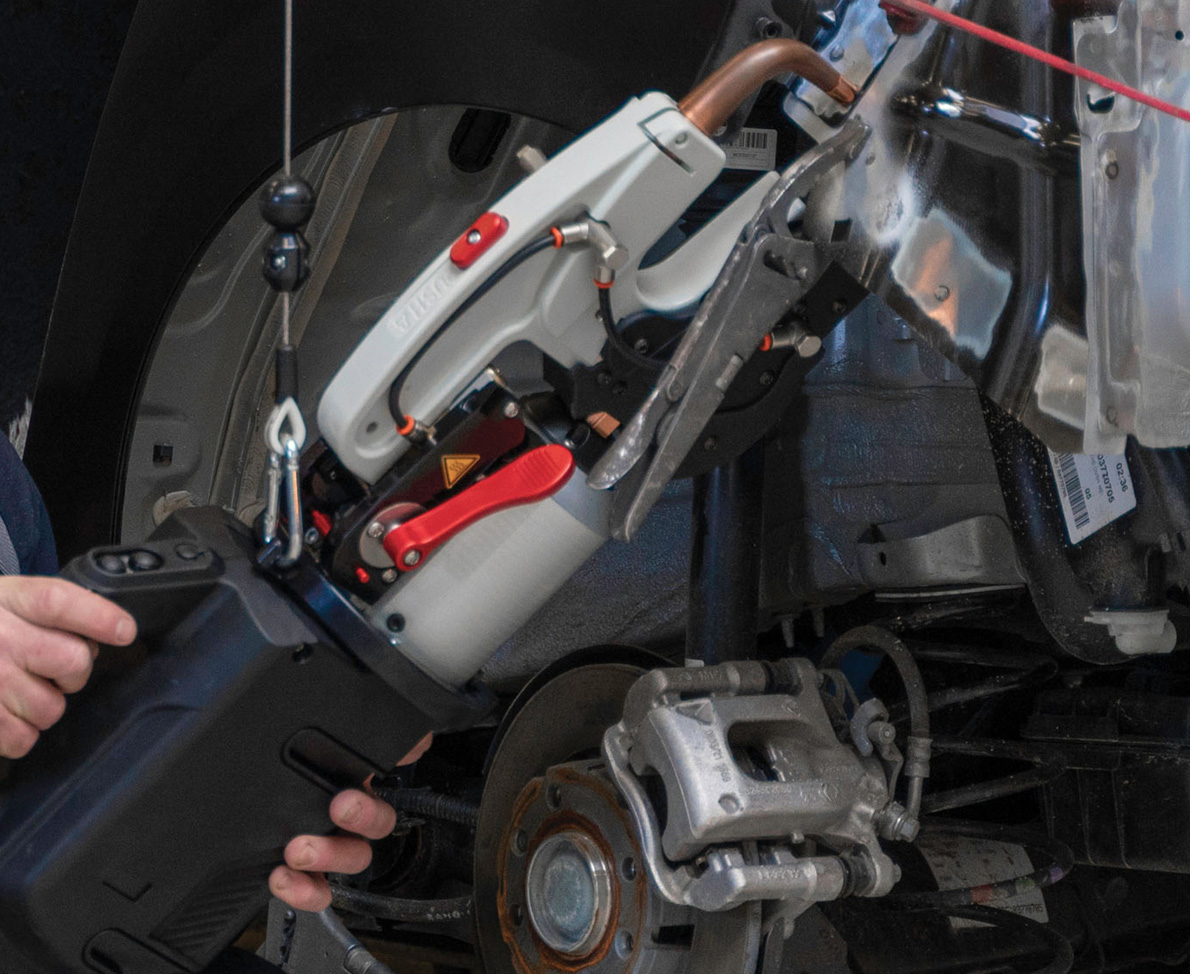
Fot. Najnowsza zgrzewarka z wymuszonym napędem sterowania wysięgnika. (GYS.pl)
Podsumowując należy podkreślić, że wybierając maszynę do zgrzewania współczesnej karoserii samochodowej, należy przede wszystkim skupić się na sprawdzeniu podstawowych parametrów jakie posiada urządzenie. Z praktyki wiadomo, że mało kto samodzielnie potrafi skutecznie przeanalizować nawet wybrane najważniejsze parametry pracy jakimi są: prąd zgrzewania oraz docisk elektrod.
Warto zapoznać się z wymaganiami producentów pojazdów i porównać, czy dane urządzenie posiada odpowiednie możliwości techniczne. Nie należy zapominać, że postęp ma do do siebie, że jest ciągły i nieubłagany. Będzie coraz trudniej sprostać oczekiwaniom, i warto inwestować w jak najlepsze urządzenia, które sprostają nie tylko obecnym wymaganiom, ale i posłużą w warsztacie w przyszłości.
Autor: Bogusław Raatz – uznany ekspert w dziedzinie technologii napraw karoserii i blacharstwa samochodowego, konstruktor oraz właściciel firmy HERKULES Auto-Technika Warsztatowa z wieloletnim doświadczeniem w projektowaniu i produkcji urządzeń do napraw i pomiarów karoserii. Autor licznych publikacji branżowych i książek fachowych, współpracujący z magazynem Lakiernik oraz prowadzący szkolenia dla specjalistów z zakresu blacharstwa i lakiernictwa
FAQ – najczęściej zadawane pytania
1. Na czym polega zgrzewanie karoserii?
To proces łączenia elementów blachy za pomocą prądu elektrycznego i docisku elektrod, bez użycia spoiwa.
2. Kiedy stosuje się zgrzewanie zamiast spawania?
Głównie przy naprawach fabrycznych połączeń punktowych oraz cienkich blach ocynkowanych.
3. Jakie błędy najczęściej pojawiają się podczas zgrzewania?
Nieprawidłowy docisk, zbyt niski lub zbyt wysoki prąd oraz źle przygotowana powierzchnia.
4. Czy zgrzewanie karoserii wpływa na wytrzymałość naprawy?
Tak – poprawnie wykonane zapewnia parametry zbliżone do fabrycznych połączeń.
5. Jak przygotować blachę do zgrzewania?
Należy usunąć lakier, zanieczyszczenia i zadbać o czysty, metaliczny kontakt.
Uwaga redakcji:
Artykuł został uzupełniony o elementy redakcyjne (SEO, struktura nagłówków, sekcja FAQ) w celu poprawy czytelności oraz dostępności treści w wyszukiwarkach internetowych i narzędziach opartych na AI. Treść merytoryczna artykułu pozostaje autorstwa autora.
Sekcja FAQ została przygotowana przez redakcję Lakiernik.com.pl w celu ułatwienia czytelnikom zrozumienia zagadnienia.
Więcej porad dla lakierników i blacharzy znajdziesz na Lakiernik.com.pl oraz w naszej branżowej grupie na Facebooku, gdzie praktycy dzielą się realnymi doświadczeniami z warsztatu.
Zobacz również inne wątki z tej kategorii
 Technologie napraw karoserii – dlaczego nowoczesnych nadwozi nie można naprawiać jak dawniej?
Technologie napraw karoserii – dlaczego nowoczesnych nadwozi nie można naprawiać jak dawniej?Technologie napraw karoserii – dlaczego nowoczesnych nadwozi nie można naprawiać jak dawniej?
Od redakcji: Technologie napraw karoserii zmieniają się wraz z rozwojem nowoczesnych konstrukcji samochodów. Coraz większy …
- Wymiana szyb samochodowych – gdzie nakładać klej i dlaczego szyba może pęknąć po montażu?
Wymiana szyb samochodowych – gdzie nakładać klej i dlaczego szyba może pęknąć po montażu?
Od redakcji: Wymiana szyb samochodowych to znacznie więcej niż samo wklejenie nowego szkła. O trwałości …
- SPANESI 360 Concept – dlaczego kompleksowy system zmienia przyszłość warsztatów blacharskich?
SPANESI 360 Concept – dlaczego kompleksowy system zmienia przyszłość warsztatów blacharskich?
Od redakcji: SPANESI 360 Concept to znacznie więcej niż zestaw nowoczesnych urządzeń dla warsztatu blacharsko-lakierniczego. …




Czasopismo Lakiernik 90

Troton Sp. z o.o.
78-120 Ząbrowo 14 A
tel. 94 351 23 94
Krzysztof Gierszewski
lakiernik@lakiernik.com.pl
Strefy
Najnowsze artykuły
- Firma Herkules Auto-Technika wyróżniona prestiżową nagrodą Trade Press Award
- Technologie napraw karoserii – dlaczego nowoczesnych nadwozi nie można naprawiać jak dawniej?
- KSeF dla warsztatu samochodowego – co musisz zrobić, aby uniknąć problemów z fakturami?
- Uczniowie naprawiają samochody i oddają je samotnym matkom. Ten program z USA inspiruje cały świat
- Wymiana szyb samochodowych – gdzie nakładać klej i dlaczego szyba może pęknąć po montażu?
- SPANESI 360 Concept – dlaczego kompleksowy system zmienia przyszłość warsztatów blacharskich?
- TTM 2026 – technologia wraca do centrum uwagi
- Autocosmetica 2026 przyciągnęła tysiące profesjonalistów. Lakiernictwo, detailing i PDR w jednym miejscu

