





Zgrzewanie karoserii samochodowej – jak działa, jakie zgrzewarki wybrać i praktyczne wskazówki dla blacharzy
Aktualizacja: luty 2026
Od redakcji: Zgrzewanie karoserii samochodowej to kluczowa technologia łączenia elementów blach stalowych, stosowana zarówno w produkcji, jak i naprawach powypadkowych. W pierwszej części tego praktycznego poradnika dla blacharzy wyjaśniamy zasady działania zgrzewarek oporowych, omawiamy parametry procesu oraz pokazujemy, jak uniknąć najczęściej popełnianych błędów przy wykonywaniu zgrzein.
Technologia wytwarzanie cienkich blach dla przemysłu samochodowego wymusiła rewolucję w technologiach łączenia karoserii stalowych. Najczęściej stosowane gatunki stopów stalowych, z których produkowane są elementy współczesnej karoserii samochodowej to: HSLA -High Strength Low Alloy – stale od dużej wytrzymałości, oznaczane również jako: AHSS – Advanced High Strength Steel – nowoczesne stale o dużej wytrzymałości.
Są to również stopy stalowe, dwufazowe (DP) oraz BORON STEEL – stal z domieszką boronu, BAINITIC – stopy stali bainitycznej i wiele innych. Wszystkie te materiały łączą pewne cechy, które są najbardziej istotne dla konstruktorów pojazdów: wysoką zdolność do pochłaniania energii podczas uszkodzenia. Rewolucja w procesach produkcyjnych ma swoje przełożenie na technologie napraw powypadkowych.
Podczas wymiany elementów, metoda zgrzewania oporowego, konieczne jest zastosowanie urządzeń o coraz większych możliwościach technicznych. Już dawno do lamusa powinny odejść urządzenia starszych generacji, ponieważ nie pozwalają one na łączenie paneli karoseryjnych zgonie z wymaganiami technicznymi obecnie produkowanych pojazdów. Warto tutaj przypomnieć, że w przypadku wątpliwości co do jakości uzyskiwanych zgrzein, należy przeprowadzić próbę zrywającą.
Jakość zgrzein
W zgrzewarkach starszej generacji obsługujący urządzenie manualnie ustawiał parametry zgrzewania, dopasowując je do grubości blach oraz gatunku stopów stalowych, z których są wykonane. Aktualnie powszechne stało się stosowanie zgrzewarek, które automatycznie, przed zaciśnięciem ramion zgrzewających dokonują pomiaru i wprowadzają odpowiednie parametry pracy. Dzięki temu zgrzeiny są prawidłowo wykonane oraz powtarzalne, a praca staje się łatwiejsza i szybsza. Prawidłowość wykonania połączenia zgrzewanego można stwierdzić wykonując próbę rozrywania.
Blachy w miejscu zgrzewania nie powinny się rozłączyć bez wyrwania w jednej z nich otworu. Wielkość otworu uzależniona jest od grubości blach. Można taka próbę wykonać przy pomocy dostępnych narzędzi warsztatowych lub stosując odpowiednie oprzyrządowanie. Próbę należy wykonać na fragmencie elementu zdemontowanego z pojazdu. Będzie to najbardziej wiarygodna próba, ponieważ dotycząca konkretnego gatunku stopu stalowego, o określonej grubości odpowiadającej oryginałowi.
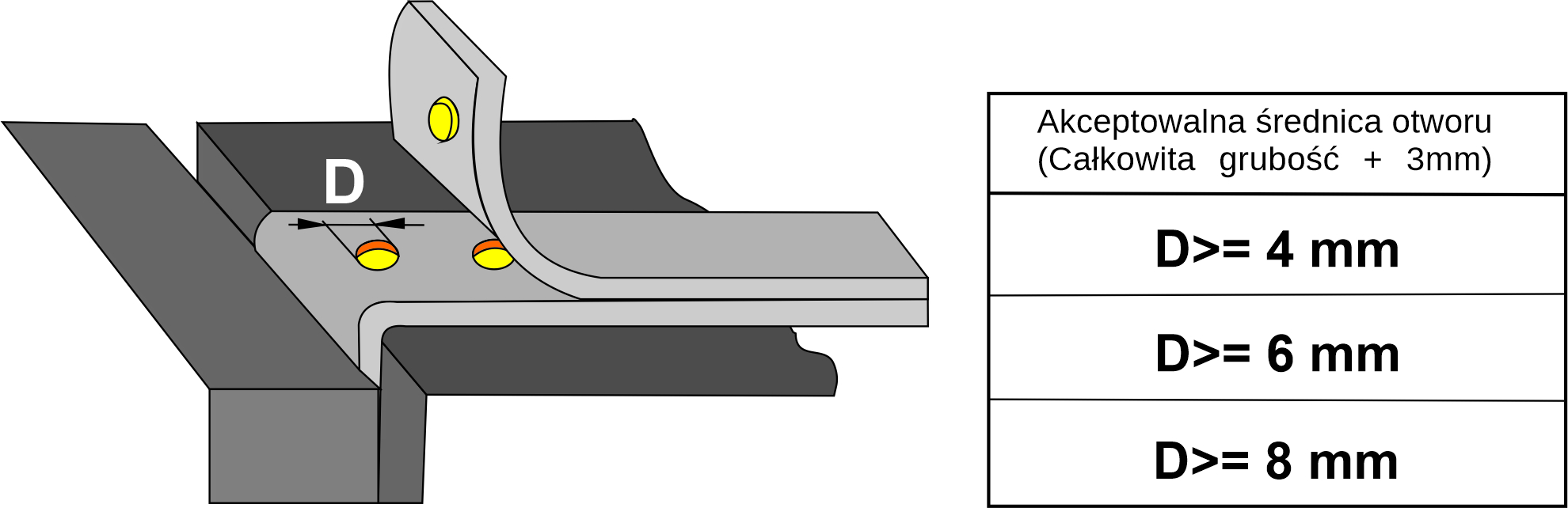
Rys. Próba (GYS,BR)
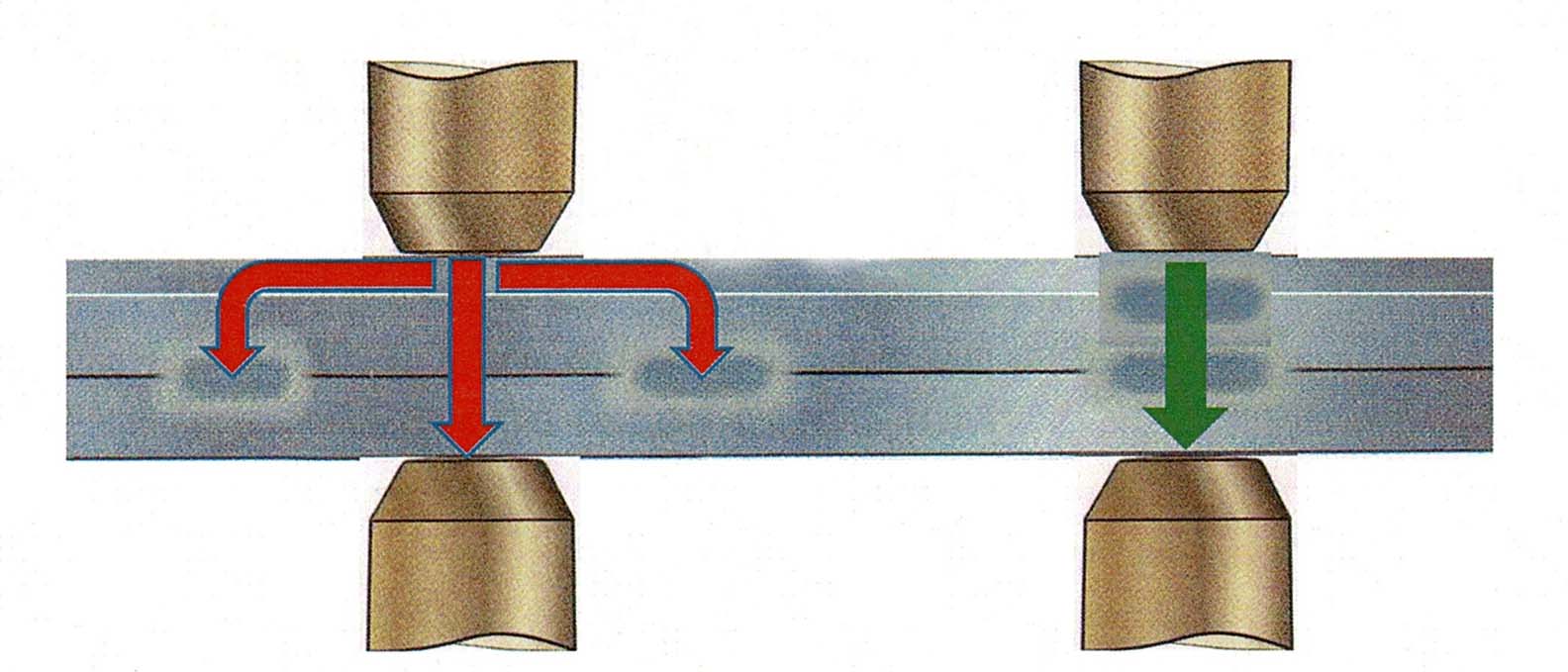
Rys. Jeden z częściej popełnianych błędów podczas zgrzewania, to zbyt mała odległość pomiędzy zgrzeinami. (GYS ACADEMY – GYS.pl)
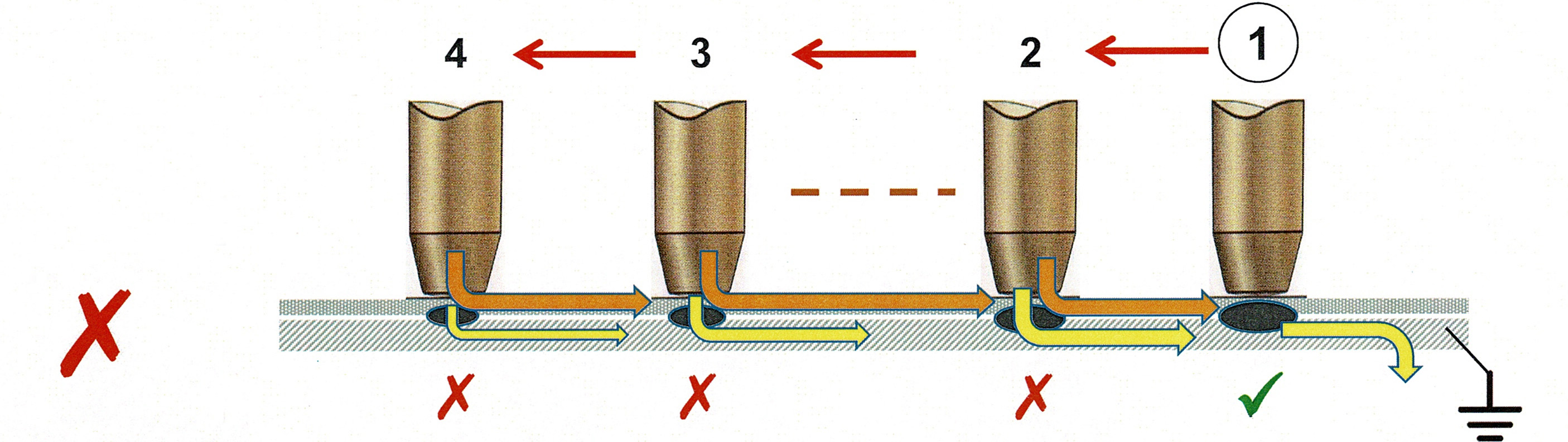
Wykonując zgrzeiny w złej kolejności, czyli zaczynając od punku najbliżej masy, prąd zgrzewania przepływa przez wcześniej wykonane punkty, co zmniejsza jego wartość dla kolejnych zgrzein.
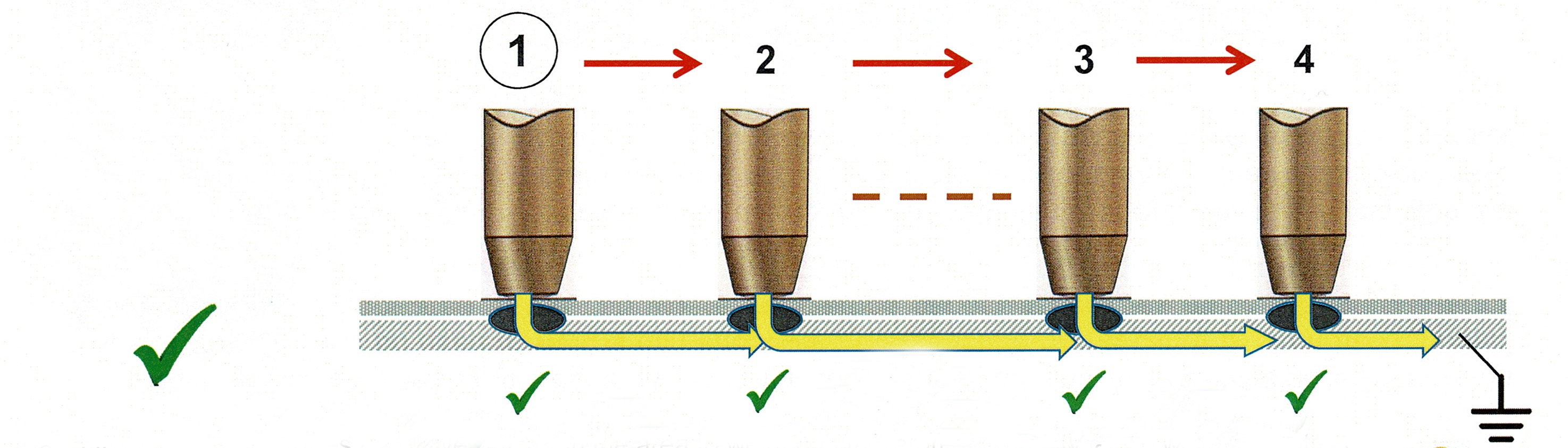
Wykonując zgrzeiny w dobrej kolejności, czyli zaczynając od punku najdalej od masy, prąd zgrzewania nie przepływa przez wcześniej wykonane punkty, co zapewnia odpowiednią jego wartość dla kolejnych zgrzein.
Rys. Zgrzewanie jednostronne jest niezalecane. W przypadku stosowani tej metody należ pamiętać że konieczne jest przestrzeganie kolejności wykonywania zgrzein. (GYS ACADEMY – GYS.pl)
Wymagania techniczne producentów pojazdów
Zgrzewanie jest jedną z najbardziej popularnych metod łączenia stalowych elementów karoserii. Rozróżnia się wiele metod zgrzewania: oporowe, ogniskowe, zgniotowe, wybuchowe, tarciowe, ultradźwiękowe, indukcyjne, dyfuzyjne, zwarciowe, iskrowe, prądami o dużej częstotliwości, wibracyjne. W budowie karoserii stosowane jest zgrzewanie oporowe. Wysokogatunkowe stopy stalowe wymusiły znaczne zwiększenie prądów zgrzewania oraz stosowanie znacznego docisku elektrod podczas procesu formowania zgrzeiny.
O ile do niedawna wystarczyły prądy o natężeniu 6 do 10 kA to obecnie minimum, aby zgrzać większość stosowanych w motoryzacji blach to 13 kA. W skrajnych przypadkach są to prądy o wartości ponad 14 kA. Niestety w warsztatach naprawczych stosuje się zgrzewanie przy zastosowaniu niewystarczających parametrów. Należy dodać, że poza prądem zgrzewania równie istotna jest siła z jaką ściskane są łączone elementy podczas procesu zgrzewania. Minimalny docisk powinien wynosić 500 daN. Niektórzy producenci samochodów wymagają stosowania zgrzewarek z uchwytem typu „C”.
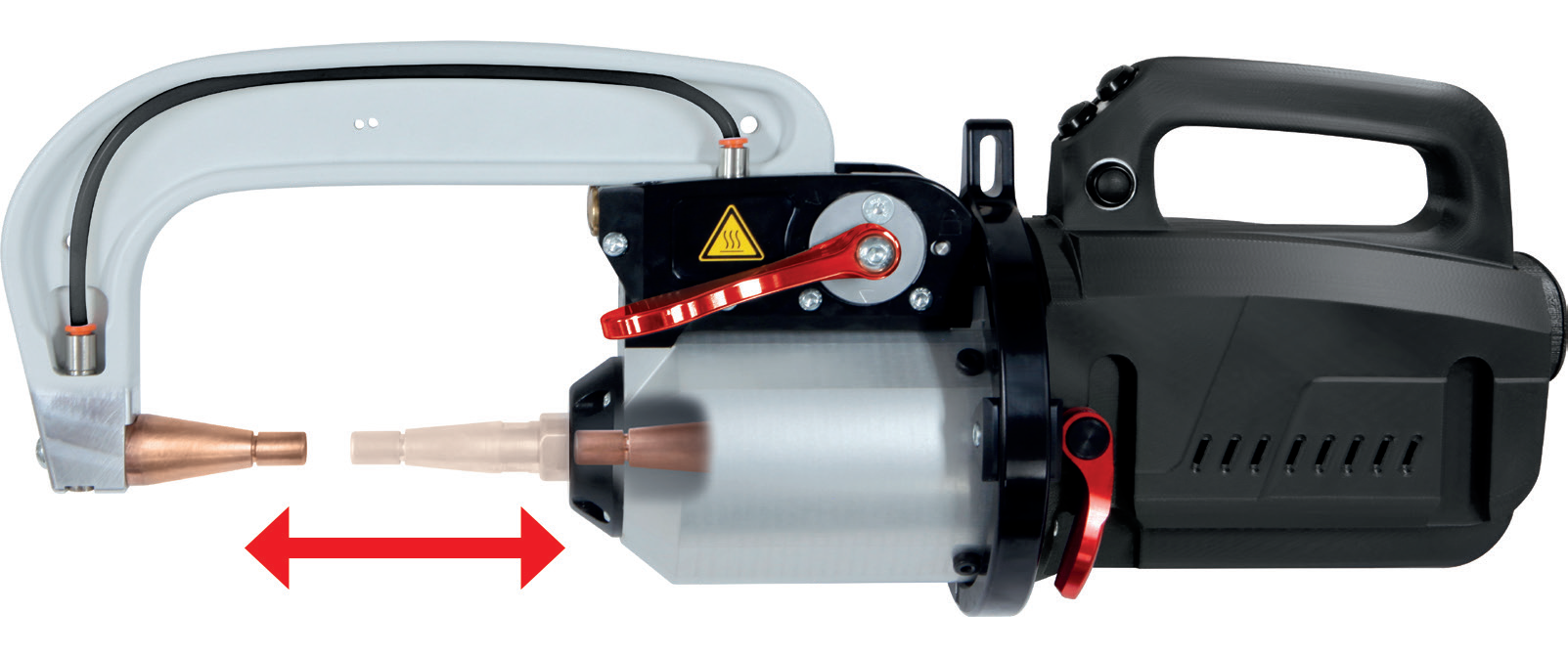
Fot. Rodzaje uchwytów spawalniczych. Po lewe „X”, po prawej „C”. (GYS.pl)
 Fot. Uchwyt typu „C” z transformatorem umożliwia zastosowanie przewodów o znacznie mniejszym przekroju oraz może być stosowany przy mniejszym zabezpieczeniu linii o niższych parametrach. (GYS.pl)
Fot. Uchwyt typu „C” z transformatorem umożliwia zastosowanie przewodów o znacznie mniejszym przekroju oraz może być stosowany przy mniejszym zabezpieczeniu linii o niższych parametrach. (GYS.pl)
Bogusław Raatz
raatz.pl
Bogusław Raatz – uznany ekspert w dziedzinie technologii napraw karoserii i blacharstwa samochodowego, konstruktor oraz właściciel firmy HERKULES Auto-Technika Warsztatowa z wieloletnim doświadczeniem w projektowaniu i produkcji urządzeń do napraw i pomiarów karoserii. Autor licznych publikacji branżowych i książek fachowych, współpracujący z magazynem Lakiernik oraz prowadzący szkolenia dla specjalistów z zakresu blacharstwa i lakiernictwa.
FAQ — najczęściej zadawane pytania
1. Co to jest zgrzewanie karoserii samochodowej?
Zgrzewanie karoserii samochodowej to proces łączenia blach za pomocą prądu i siły docisku, najczęściej w technologii zgrzewania oporowego stosowanej w produkcji i naprawach nadwozi.
2. Jak działa zgrzewarka oporowa?
Zgrzewarka oporowa łączy dwa elementy blachy poprzez nagrzewanie ich styku wysokim prądem i jednoczesne ściskanie elektrodami, co powoduje utworzenie wytrzymałego złącza punktowego.
3. Jakie błędy najczęściej popełnia się przy zgrzewaniu karoserii?
Do najczęstszych błędów należą niewłaściwa kolejność wykonywania zgrzein, zbyt mała odległość między nimi oraz stosowanie niewystarczających parametrów prądu i siły docisku.
4. Czym różni się spoter od zgrzewarki blacharskiej?
Spoter to rodzaj zgrzewarki używany do zgrzewania punktowego blach w naprawach karoserii. W warsztacie może służyć także do usuwania wgnieceń, ale musi zapewniać odpowiednie prądy i siłę zgrzewania, żeby wykonywać trwałe połączenia.
5. Jak sprawdzić jakość wykonanego zgrzewu?
Jakość zgrzeiny można sprawdzić wykonując próbę rozrywania: prawidłowy zgrzew nie powinien się rozłączyć bez wyrwania otworu w jednej z blach.
Uwaga redakcji:
Artykuł został uzupełniony o elementy redakcyjne (SEO, struktura nagłówków, sekcja FAQ) w celu poprawy czytelności oraz dostępności treści w wyszukiwarkach internetowych i narzędziach opartych na AI. Treść merytoryczna artykułu pozostaje autorstwa autora.
Sekcja FAQ została przygotowana przez redakcję Lakiernik.com.pl w celu ułatwienia czytelnikom zrozumienia zagadnienia.
Więcej porad dla lakierników i blacharzy znajdziesz na Lakiernik.com.pl oraz w naszej branżowej grupie na Facebooku, gdzie praktycy dzielą się realnymi doświadczeniami z warsztatu.
Zobacz również inne wątki z tej kategorii
 Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™
Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™
Szkolenie było wyjątkowym wydarzeniem, przygotowanym specjalnie dla zagranicznych dealerów współpracujących z HERKULES Auto-Technika sp. z …
- POWER KIT™ – kompletny system rozpierająco-ciągnący na mobilnym wózku
POWER KIT™ – kompletny system rozpierająco-ciągnący na mobilnym wózku
POWER KIT™ to nowoczesne, w pełni zintegrowane rozwiązanie stworzone z myślą o warsztatach, serwisach oraz …
- Naprawa aluminium w samochodzie – dlaczego różni się od naprawy stali i kiedy element trzeba wymienić?
Naprawa aluminium w samochodzie – dlaczego różni się od naprawy stali i kiedy element trzeba wymienić?
Od redakcji: Naprawa nadwozia samochodu nie polega już wyłącznie na prostowaniu blachy. Współczesne konstrukcje powstają …



Czasopismo Lakiernik 89

Troton Sp. z o.o.
78-120 Ząbrowo 14 A
tel. 94 351 23 94
Krzysztof Gierszewski
lakiernik@lakiernik.com.pl
Strefy
Najnowsze artykuły
- Lakiernik nr 90 – co znajdziesz w nowym numerze i dlaczego warto go przeczytać?
- Wielki powrót Volvo i włoski debiut na MTP Poznań Motor Show 2026
- Współpraca AkzoNobel z Unity Line oraz Gdańską Stocznią „Remontową” w ramach budowy 3 promów typu „RoPax”
- Technikum samochodowe w Białymstoku – tak kształcą przyszłych lakierników w Polsce
- Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™
- POWER KIT™ – kompletny system rozpierająco-ciągnący na mobilnym wózku
- Maska lakiernicza A2P3 – jaką maskę do lakierowania wybrać i kiedy wymieniać filtry?
- Naprawa aluminium w samochodzie – dlaczego różni się od naprawy stali i kiedy element trzeba wymienić?

