





Wymiana elementów blacharskich samochodu – kiedy wymienić części karoserii, a kiedy naprawić?
Aktualizacja: styczeń 2026
Od redakcji: Wymiana elementów blacharskich samochodu to często kluczowa decyzja w procesie naprawy powypadkowej lub uszkodzonej karoserii. W praktyce blacharskiej fachowcy mierzą się z dylematem: czy naprawiać uszkodzony panel, czy lepiej wymienić go na nowy – tak, aby zapewnić bezpieczeństwo, trwałość i estetykę pojazdu. W tym przewodniku wyjaśniamy, na co zwrócić uwagę przy wyborze właściwej metody, jakie części najczęściej podlegają wymianie oraz jak przebiega cały proces od demontażu po ponowne lakierowanie.
Technologie takie jak zgrzewanie, lutospawanie czy też nitowanie wiążą się z koniecznością zastosowania odpowiednich urządzeń spełniających wymagania współczesnej karoserii samochodowej. Niezbędne też jest zachowanie podstawowych zasad obowiązujących podczas usuwania uszkodzonego elementu jak i przygotowania nowego do procesu zamocowania.
Wiele błędów pojawia się często już na etapie usuwania uszkodzonego fragmentu karoserii. Można spotkać przypadki cięć wykonanych albo w niewłaściwym miejscu albo technologią powodującą bezpowrotne uszkodzenia karoserii w strefie wymiany. Materiały technologiczne producentów samochodów ściśle określają strefy oraz metody wymiany. Wskazane są zarówno części podlegające całkowitej wymianie jak i te, które można naprawiać poprzez wymianę częściową. Podane są również miejsca cięcia jak i punkty oraz sposoby połączenia nowych części. Poza wskazaniami producentów istnieją również zasady wypracowane przez wieloletnie doświadczenie w pracy warsztatowej.
Lutospawarki
Tytułem wstępu przyda się kilka uwag dotyczących nazewnictwa. O lutospawaniu wspomina już Kalendarz Spawalniczy z 1935 roku. Co prawda mowa tam o technologii lutowania twardego wykonywanej przy zastosowaniu palnika gazowego i stosowanej podczas naprawy pękniętych dzwonów spiżowych ale istota technologii pozostała niezmieniona. Podczas napraw karoserii samochodowej stosuje się technologie lutospawania przy zastosowaniu półautomatów spawalniczych MIG-MAG. Co oznaczają magiczne MIG i MAG oraz MMA czy też TIG?
Fot. Lustospawanie MIG staje sie podstawową technologią łączenia elementów podczas napraw powypadkowych
MIG
Metal Inert Gas. Technologia spawania w osłonie gazu obojętnego. Gazy obojętne to np. argon (Ar), hel (He). Gaz obojętny osłania jeziorko nie pozwalając na jakiekolwiek jego utlenianie. Metoda ta jest niezbędna do spawania metali nieżelaznych takich jak aluminium czy miedź przy zastosowaniu półautomatu spawalniczego, gdzie spoiwo w postaci drutu podawane jest automatycznie poprzez uchwyt. Łuk jarzy się bezpośrednio pomiędzy spawanym przedmiotem, a drutem. Stosowana również podczas lutowania twardego stopami miedzi np. blach stalowych (przykładowo w karoserii samochodowej).
MAG
Metal Active Gas. Technologia spawania w osłonie gazu aktywnego lub mieszankach. Gaz aktywny to np. dwutlenek węgla (Co2). Stosowne są również mieszanki dwutlenku węgla z argonem (Co2/Ar). Technologia ta wykonywana jest przy zastosowaniu półautomatu spawalniczego gdzie spoiwo w postaci drutu podawane jest automatycznie poprzez uchwyt. Łuk jarzy się bezpośrednio pomiędzy spawanym przedmiotem, a drutem.
TIG
Tungsten Inert Gas. Technologia spawania w obojętnych gazach ochronnych . Gazy obojętne to np. argon (Ar), hel (He). Technologia wykonywana przy pomocy urządzeń TIG, gdzie łuk jarzy się pomiędzy spawanym przedmiotem , a stała elektrodą (nietopliwą) i analogicznie do metody gazowej spoiwo podawane jest osobno.
MMA
Manual Arc Welding. Technologia spawania z wykorzystaniem elektrody otulonej, która składa się z metalowego rdzenia i otuliny. Łuk elektryczny jarzy się pomiędzy końcem elektrody a spawanym przedmiotem. Topiąca się elektroda tworzy spoinę, a z otuliny wydzielają się gazy stanowiące osłonę.
Lutospawarki przeznaczone do serwisów napraw powypadkowych zwykle posiadają odpowiednie parametry pozwalające na stosowanie ich zarówno do spawania MAG jak i MIG. Zmieniają się jedynie gaz ochronny, drut oraz konieczne jest ustawienie odpowiednich dla danego procesu parametrów. W przypadku lutospawania zasadniczym warunkiem decydującym o całym procesie łączenia jest nieprzetapianie lutospawanej blachy.
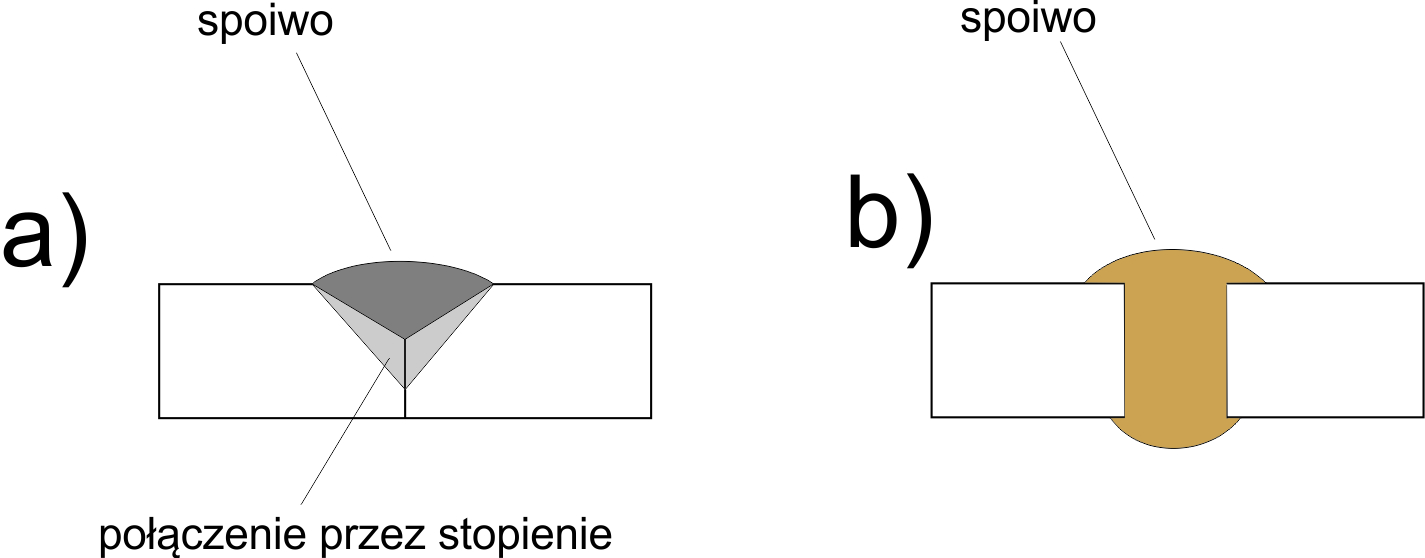
Rys 2 Różnica pomiędzy spawaniem z przetopem, a lutospawaniem
a)spawanie z przetopem
b)lutospawanie bez przetopu
Prawidłowe połączenie powinno być tak wykonane aby spoiwo przywarło do blachy na zasadzie adhezji, a nie przetopienia i wymieszania z materiałem łączonym. Kluczowym parametrem w tym przypadku jest prąd lutospawania. O ilości ciepła wytwarzanego podczas procesu lutospawania decyduje również posuw uchwytu spawalniczego. Pokutują tutaj zapewne nawyki ze spawania „z przetopem” wykonywane przy zastosowaniu drutu stalowego (MAG). Konieczne jest przełamanie tych nawyków. Aby zapobiec przegrzaniu łączonych elementów pomimo zastosowania odpowiednio niskiego prądu należy nie czekając na powstanie jeziorka przesuwać uchwyt spawalniczy wzdłuż strefy wykonywania połączenia.
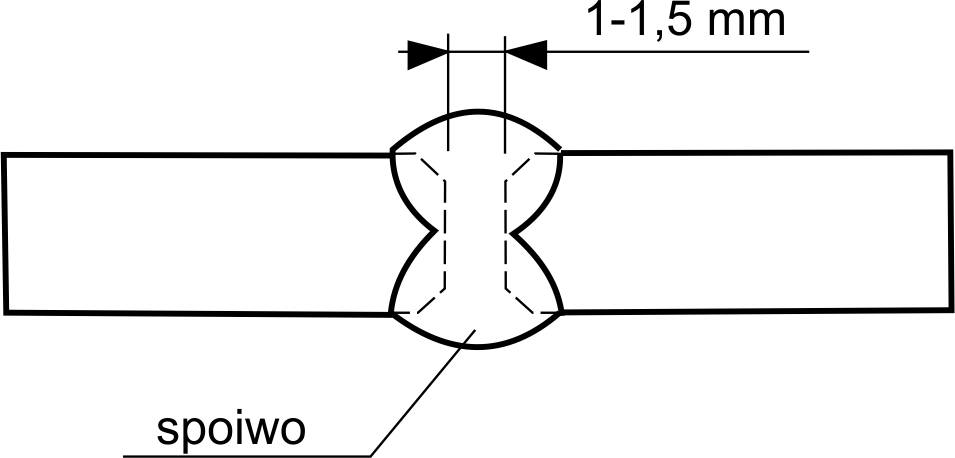
Rys 1. Optymalne ustawienie blach podczas lutospawania
O ile podczas lutospawania zwykle temperatura pracy wynosi ok 950 st. C, to w przypadku gdy proces będzie trwał zbyt długo na określonym obszarze temperatura może wzrosnąć nawet do 1500 st. C. Należy jednak pamiętać, że pomimo ustawienia odpowiednich parametrów pracy dochodzi często do przegrzania spoiny oraz sąsiednich obszarów elementu. Dlatego też tak ważna jest technika pracy. Ciepło kumuluje się w elementach karoserii i ciągłe dodawanie ciepła poprzez lutospawanie w określonym obszarze powoduje, że jego odprowadzanie nie będzie wystarczające. W tym przypadku cały sens zastosowania lutospawania i drogiego drutu miedzianego zostanie zniweczony. Jak tego uniknąć? Można na przykład stosować pracę przerywaną połączoną z ciągłą kontrolą temperatury w miejscu wykonywanego połączenia. Jednym z głównych błędów podczas lutospawania jest zbyt wolne przesuwanie uchwytu spawalniczego. Powoduje to przegrzewanie miejsca łączenia. Lutospawarki stosowane podczas łączenia elementów współczesnej karoserii samochodowej powinny posiadać odpowiednie parametry pracy oraz technologię automatycznego doboru prędkości posuwu drutu. Parametr decydujący o temperaturze to prąd spawania. Przyjmuje się, że maksymalny prąd podczas lutospawania blach o grubości ok. 0,8 mm to 15 A. Niestety podczas szkoleń oraz innych bezpośrednich kontaktów z blacharzami można się przekonać jak nadal niska jest znajomość i rozumienie podstawowych zasad decydujących o jakości procesu lutospawania czy tez spawania.
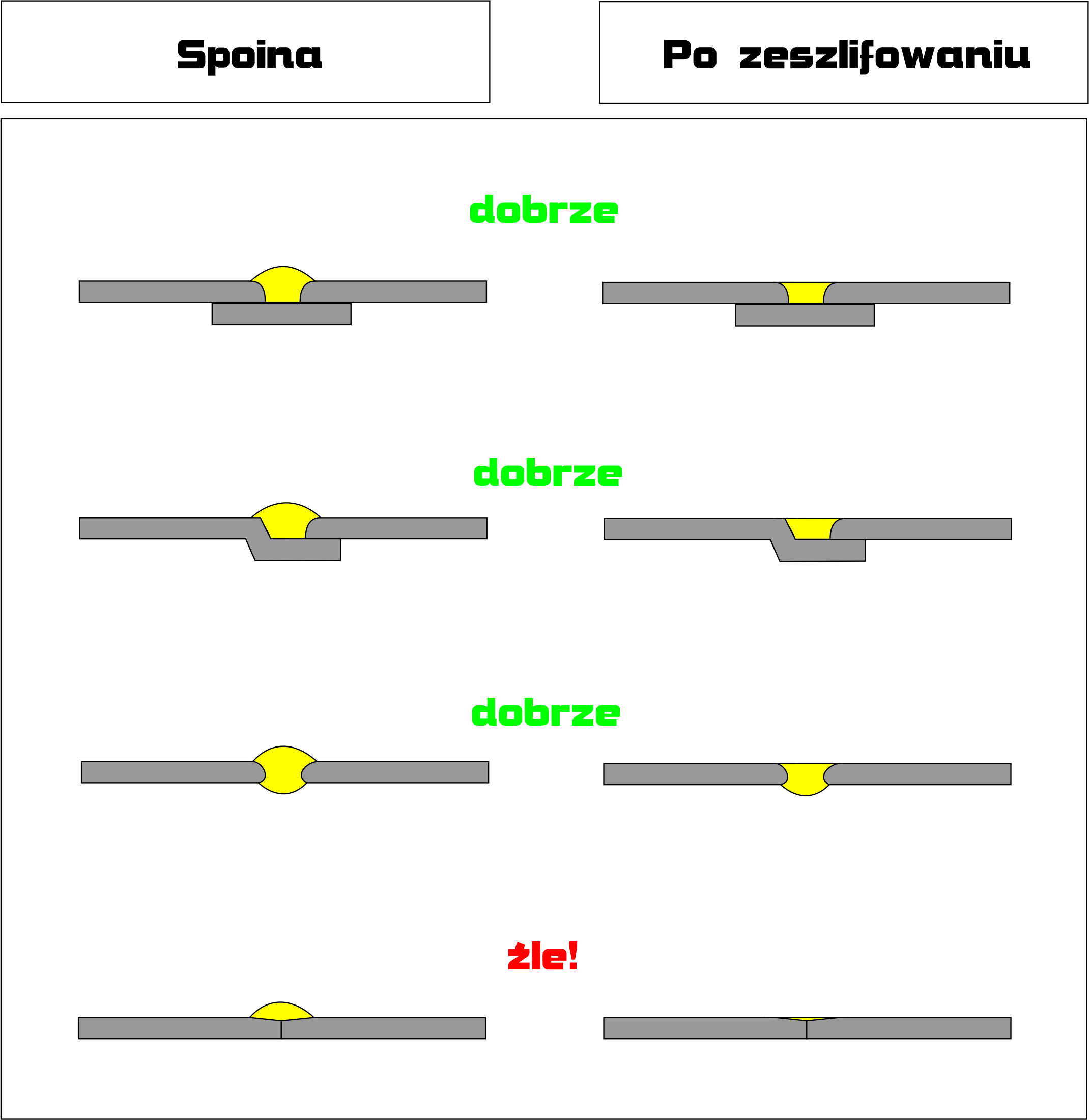
Rys 3 Przykłady spoin lutospawanych. W przypadku błędnego wykonania lutospawania, po zeszlifowaniu nadmiaru spoiwa połączeń
Nadal dominują dziedziczone błędy merytoryczne związane z tą technologią. Obserwując fora internetowe czy też grupy na Facebooku to staje się jasne dlaczego nadal bardzo często zamiast profesjonalnych urządzeń wychwalane pod niebiosa są tanie chińskie urządzenia spawalnicze, które oczywiście poza ceną nie posiadają najmniejszych zalet, no chyba, że produkuje się np. ogrodzenia…
Zgrzewarki
Pomimo tego, że w ciągu ostatnich kilku lat temat ten wielokrotnie był omawiany to podobnie jak w przypadku lutospawania nadal pokutuje brak dostatecznej wiedzy na temat urządzeń, które spełniają wymogi współczesnej karoserii samochodowej. Może tym razem omówienie tego problemu rozpoczniemy od momentu demontażu elementu połączonego metodą zgrzewania. Chyba każdy kto próbował rozłączyć zgrzeiny współczesnego samochodu przekonał się, że dotychczasowe metody, czyli np. wiertarka z „niby” frezem, nie daje sobie rady.

Fot. 4
Współczesne zgrzewarki to skomplikowane, półautomatyczne urządzenia o wysokich parametrach pracy (GYS-HERKULES)
Konieczne staje się zastosowanie albo specjalnych frezarek albo frezów o bardzo dużej twardości, najlepiej zainstalowanych w specjalnych rozwiertakach pneumatycznych. Jaka jest przyczyna tak twardych połączeń zgrzewanych? Główna to zastosowanie do budowy karoserii samochodowych nowoczesnych gatunków stali o bardzo wysokich parametrach mechanicznych. Najwięcej problemów podczas łączenia i rozłączania nastręcza stal borowa, np. USIBOR. Podczas łączenia elementów karoserii w procesie produkcji pojazdu konieczne jest stosowanie bardzo wysokich parametrów pracy. Dotyczy to zarówno prądu zgrzewania jak i docisku elektrod.
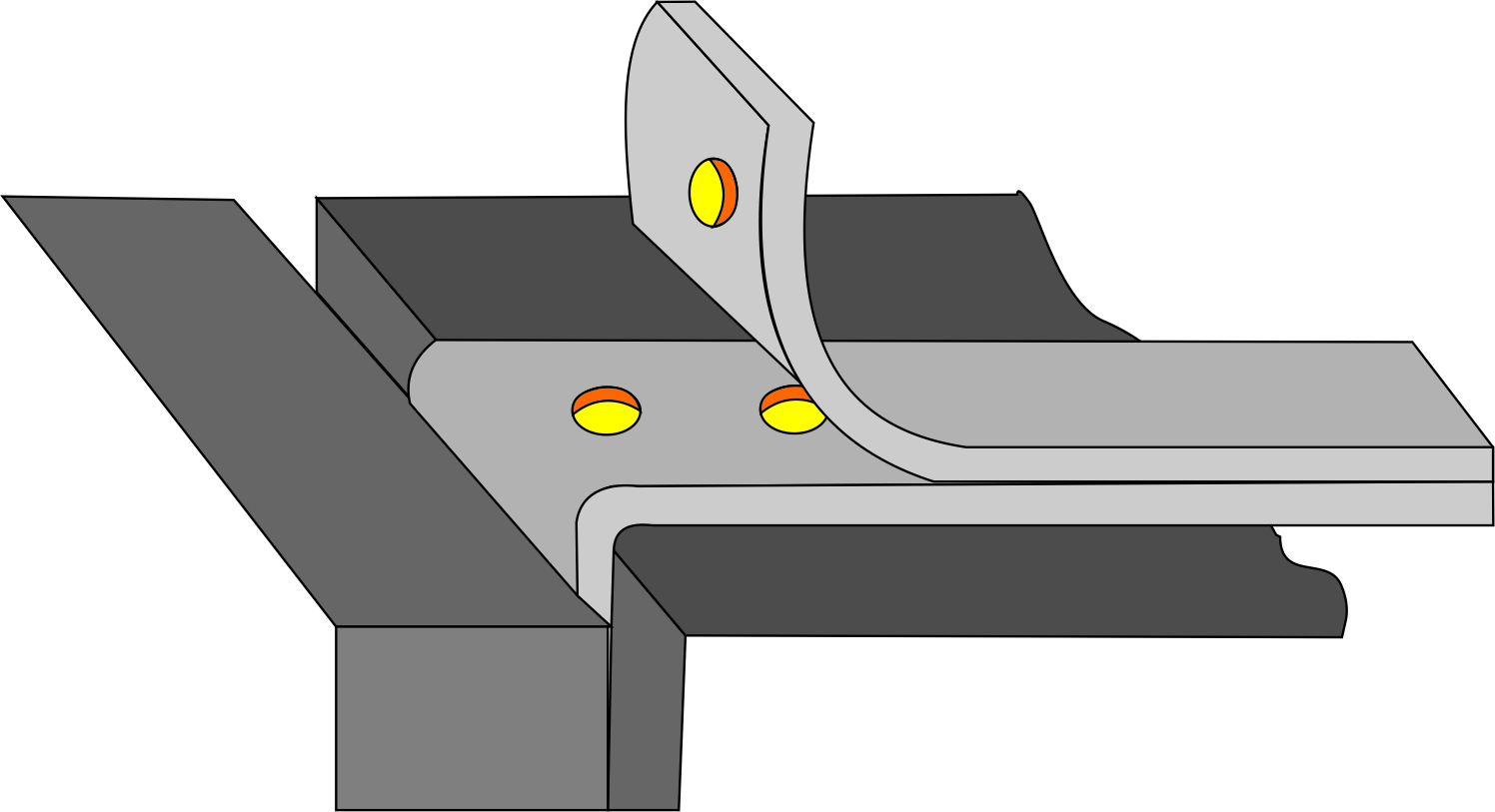
Rys 4 W celu sprawdzenia właściwych parametrów zgrzewania należy wykonać badanie zrywania próbki. Po rozerwaniu powinien powstać otwór w jednej rozrywanych części
Prąd dochodzi nawet do 15 kA, a docisk do 650 daN. Podczas procesu zgrzewania wykonywanego przy zastosowaniu tak ekstremalnych parametrów pracy oraz biorąc pod uwagę własności mechaniczne blach borowych, powstają spoiny o bardzo dużej twardości, niepozwalające na obróbkę mechaniczną tradycyjnymi metodami. Tutaj warto zadać sobie pytanie: skoro w procesie produkcji konieczne jest zastosowanie tak wysokich parametrów, to jakich należy użyć w warsztacie podczas naprawy? Oczywiście nie wszystkie elementy we współczesnej karoserii są wykonane z blach z domieszką boru. Ale wiele z nich wyprodukowano z blach o niewiele gorszych parametrach, co wymaga również zastosowania wysokiej klasy zgrzewarek.
Bogusław Raatz
raatz.pl
Bogusław Raatz – uznany ekspert w dziedzinie technologii napraw karoserii i blacharstwa samochodowego, konstruktor oraz właściciel firmy HERKULES Auto-Technika Warsztatowa z wieloletnim doświadczeniem w projektowaniu i produkcji urządzeń do napraw i pomiarów karoserii. Autor licznych publikacji branżowych i książek fachowych, współpracujący z magazynem Lakiernik oraz prowadzący szkolenia dla specjalistów z zakresu blacharstwa i lakiernictwa.
Sekcja FAQ — najczęściej zadawane pytania i odpowiedzi
Sekcja FAQ została przygotowana przez redakcję Lakiernik.com.pl w celu ułatwienia czytelnikom zrozumienia zagadnienia.
1. Co oznacza „wymiana elementów blacharskich”?
Wymiana elementów blacharskich to proces zastąpienia uszkodzonej części karoserii nowym lub regenerowanym elementem – np. błotnika, drzwi czy progu – kiedy jej naprawa nie jest możliwa lub ekonomicznie uzasadniona.
2. Kiedy lepiej wymienić element karoserii zamiast go naprawiać?
Wymiana jest zwykle zalecana, gdy element jest mocno skośny, zardzewiały strukturalnie, zdeformowany poważnie, albo gdy naprawa osłabia jego wytrzymałość.
3. Jakie elementy samochodu najczęściej podlegają wymianie w blacharstwie?
Do najczęściej wymienianych należą błotniki, drzwi, maski, zderzaki, progi i podłużnice – szczególnie po kolizjach lub silnych uderzeniach bocznych.
4. Czy wymiana elementów blacharskich zawsze oznacza lakierowanie?
Tak – po zamontowaniu nowego elementu konieczne jest przygotowanie powierzchni i lakierowanie, aby uzyskać odpowiedni wygląd i zabezpieczenie przed korozją.
5. Jak wygląda proces wymiany elementów krok po kroku?
Proces obejmuje diagnozę uszkodzeń, demontaż elementu, montaż nowej części, dopasowanie jej geometrii, przygotowanie powierzchni oraz malowanie i kontrolę jakości.
6. Czy warto samodzielnie wymieniać elementy karoserii?
Samodzielna wymiana jest możliwa tylko przy niewielkich i prostych elementach z odpowiednim sprzętem. Jednak dla zachowania bezpieczeństwa i trwałości najlepiej powierzyć ten proces profesjonalnemu warsztatowi blacharsko-lakierniczemu.
Zobacz również inne wątki z tej kategorii
 Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™
Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™
Szkolenie było wyjątkowym wydarzeniem, przygotowanym specjalnie dla zagranicznych dealerów współpracujących z HERKULES Auto-Technika sp. z …
- POWER KIT™ – kompletny system rozpierająco-ciągnący na mobilnym wózku
POWER KIT™ – kompletny system rozpierająco-ciągnący na mobilnym wózku
POWER KIT™ to nowoczesne, w pełni zintegrowane rozwiązanie stworzone z myślą o warsztatach, serwisach oraz …
- Naprawa aluminium w samochodzie – dlaczego różni się od naprawy stali i kiedy element trzeba wymienić?
Naprawa aluminium w samochodzie – dlaczego różni się od naprawy stali i kiedy element trzeba wymienić?
Od redakcji: Naprawa nadwozia samochodu nie polega już wyłącznie na prostowaniu blachy. Współczesne konstrukcje powstają …




Czasopismo Lakiernik 90

Troton Sp. z o.o.
78-120 Ząbrowo 14 A
tel. 94 351 23 94
Krzysztof Gierszewski
lakiernik@lakiernik.com.pl
Strefy
Najnowsze artykuły
- Lakiernik 90
- Lakiernik nr 90 – co znajdziesz w nowym numerze i dlaczego warto go przeczytać?
- Wielki powrót Volvo i włoski debiut na MTP Poznań Motor Show 2026
- Współpraca AkzoNobel z Unity Line oraz Gdańską Stocznią „Remontową” w ramach budowy 3 promów typu „RoPax”
- Technikum samochodowe w Białymstoku – tak kształcą przyszłych lakierników w Polsce
- Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™
- POWER KIT™ – kompletny system rozpierająco-ciągnący na mobilnym wózku
- Maska lakiernicza A2P3 – jaką maskę do lakierowania wybrać i kiedy wymieniać filtry?

