





Nowoczesne technologie w blacharstwie samochodowym – klejenie, cynowanie i metody łączenia karoserii
Aktualizacja: marzec 2026
Od redakcji: Nowoczesne technologie w blacharstwie samochodowym zmieniają sposób naprawy karoserii. Oprócz tradycyjnego spawania coraz częściej stosuje się klejenie konstrukcyjne, nitowanie czy powracającą do łask technologię cynowania. Sprawdzamy, jakie metody łączenia elementów karoserii stosuje się dziś w warsztatach blacharskich oraz kiedy mogą one zastąpić klasyczne techniki naprawy
Nie samym chlebem człowiek żyje. Parafrazując to powiedzenie można stwierdzić, że nie tylko spawaniem blacharz się posługuje. Nieustannie do warsztatów blacharskich wchodzą nowe technologie, które są związane z wprowadzanymi modyfikacjami konstrukcji i produkcji pojazdów. Warto jednak przypomnieć nieco zapomniane technologie, takie jak cynowanie, które ponownie zdobywa popularność, szczególnie wśród fachowców zajmujących się renowacją klasyków i aut zabytkowych.
Klejenie
W niektórych przypadkach połączeń konieczne jest zastosowanie technologii klejenia. Nowoczesne kleje zapewniają łatwość ich zastosowania nie tylko podczas procesu produkcji, ale i w warunkach warsztatowych. Aktualnie klejenie stosowane jest najczęściej do mocowania dachu, wnęk wlewu paliwa lub jako dodatkowy element mocujący w połączeniach nitowanych. Kleje konstrukcyjne stosuje się również do mocowania elementów ozdobnych oraz wyposażenia pojazdu. Masy klejowe mogą być używane do klejenia, zabezpieczenia antykorozyjnego i uszczelnienia podczas jednego procesu. Stosując klejenie, możliwe jest zastąpienie spawania, czy też zgrzewania.
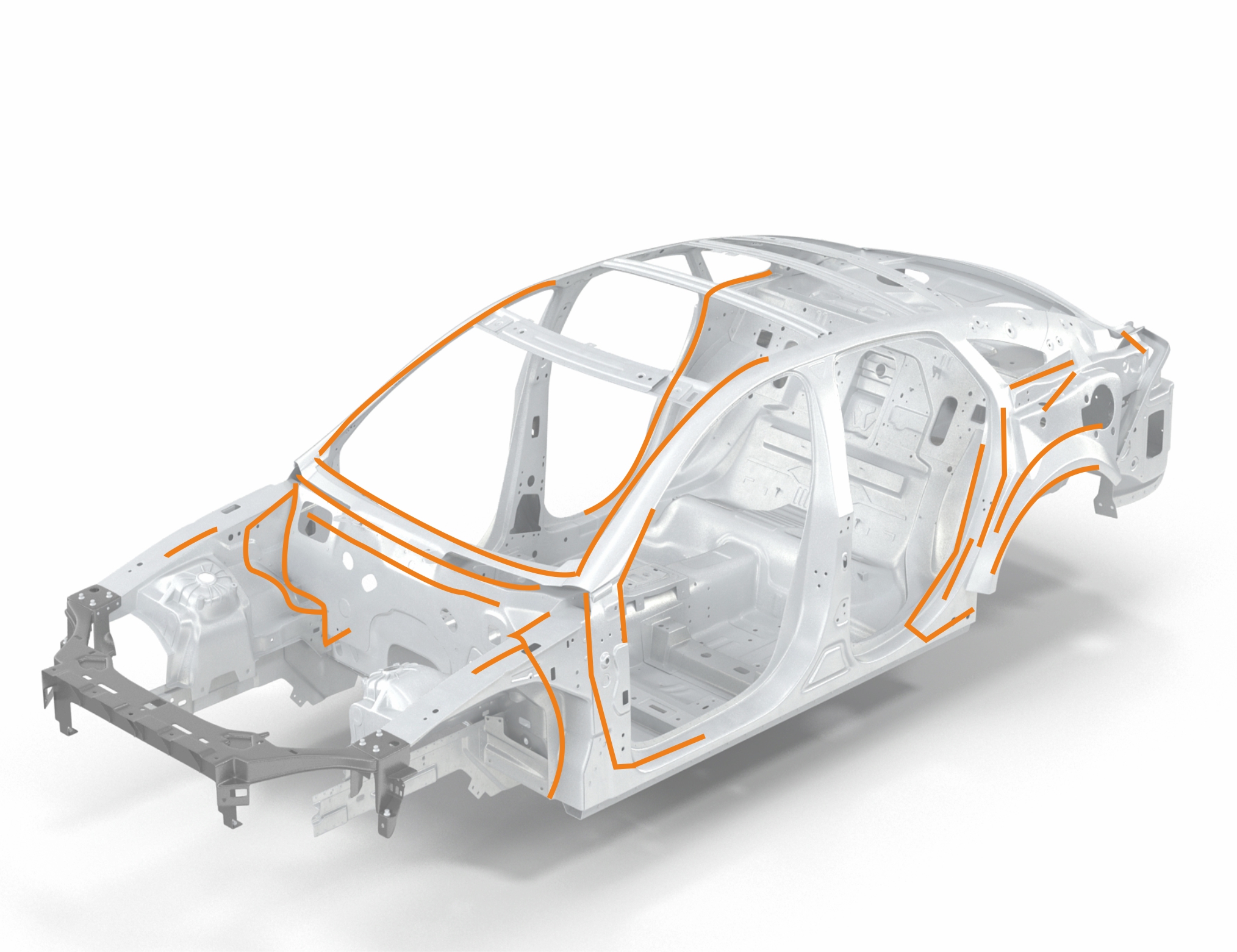
Rys. BR
Bardzo ważną zaletą jest łączenie ze sobą różnych materiałów: stali, aluminium, czy też tworzyw sztucznych. Pierwszym klejeniem, masowo stosowanym w produkcji pojazdów było klejenie szyb. Połączenia klejone posiadają dodatkową cechę. Jest nią powstanie powłoki uszczelniającej i antykorozyjnej. Technologią stosowaną pod koniec procesu naprawczego jest uszczelnianie i wypełnianie połączeń elementów karoserii. Na etapie produkcji pojazdu, wszystkie strefy i połączenia szczególnie narażone na oddziaływanie warunków atmosferycznych oraz ewentualnej kondensacji pary wodnej, pokrywane są specjalnymi elastycznymi masami uszczelniającymi. Wszystkie te zabezpieczenia należy odtworzyć stosując odpowiednie materiały.
Uszczelniacz hybrydowy
Przeznaczony jest do uszczelniania stref wewnętrznych jak i zewnętrznych karoserii samochodowej. Uszczelnienie jest elastyczne i bardzo odporne na warunki zewnętrzne. Najczęściej stosowany jest do zabezpieczania połączeń zgrzewanych i spawanych drzwi. Poza własnościami antykorozyjnymi przyczynia się do redukcji drgań i tłumienia niepożądanych hałasów.
Uszczelniacz hybrydowy natryskowy
Tego typu uszczelniacze stosowane są zarówno w strefach zewnętrznych jak i wewnętrznych karoserii. Uszczelnia się nimi między innymi spoiny, zgrzeiny złącza zaprasowane zakładkowe. Miejsce uszczelniania pozostaje elastyczne i odporne na trudne warunki zewnętrzne, a dodatkowo redukuje drgania i tłumi hałasy. Może być stosowany jako tzw. baranek.

Fot. SIKA
Cynowanie
Cynowanie jest jedną z metod wykończenia miejsca naprawy blacharskiej. Stosowane od dziesięcioleci, głównie w krajach nordyckich, Niemczech i kilku innych państwach. W Polsce znane głównie dzięki fachowcom, którzy pracowali i pracują jako blacharze w tych krajach. Coraz częściej fachowcy młodego pokolenia są zainteresowani poznaniem tej technologii. Metoda doskonale nadaje się do stosowania w miejscach naprawy wgnieceń, spoin spawanych oraz lutospawanych MIG. Celem pokrycia cyną jest uzyskanie wypełnienia drobnych nierówności po naprawie oraz zabezpieczenie antykorozyjne. Temperatura topnienia stopów cyny przeznaczonych do cynowania karoserii waha się w zakresie od 230 °C do 250 °C. Cynowania nie powinno się stosować na elastycznych, cienkich i niewzmocnionych blachach dotyczy to np. dachu i poszycia drzwi w miejscach bez wzmocnień. Wyjątkiem są blachy poszycia mocno wyprofilowane co powoduje zwiększenie ich sztywności.
Materiały do cynowania karoserii
- cyna 60-70% z dodatkami*,
- pasta do cynowania (S-Sn97Cu3),
- szpachelki z twardego drewna oraz wałek,
- tarnik blacharski,
- palnik propan-butan,
- pędzle odporne na temperaturę do 300 °C.

Fot. BR
Przykładowy proces cynowania
Poniżej przedstawiono przykładowy przebieg cynowania karoserii. Wielu fachowców bazując na swoim doświadczeniu i naukach pobranych od starszych kolegów ma swoje własne procedury. Prezentowany proces jest najbardziej zbliżony do ideału technologicznego.
1. strefa do cynowaniu musi być całkowicie pozbawiona powłoki lakierowej.
2. Nakłada się warstwę topiku (zwykle pędzlem) i podgrzewa palnikiem.
Po podgrzaniu, warstwa ta zmieni kolor z szarego na srebrny i będzie to oznaczało, że warstwa przylega idealnie do blachy tworząc podkład.
3. Ewentualne powstałe zanieczyszczenia na powierzchni podkładu cynowego należy usunąć np. ścierką.
4. Nakłada się warstwę cyny jednocześnie podgrzewając podłoże i rozprowadza się ją drewnianymi, nawoskowanymi szpachelkami. Spotyka się też metodę rozprowadzania cyny drewnianym wałkiem.
5. Kiedy warstwa nałożonej cyny ostygnie następuje szlifowanie wstępne powłoki papierem o gradacji „80-90”.
6. Kolejny etap to wyrównanie powierzchni przy pomocy odpowiednio wyprofilowanego tarnika blacharskiego.
7. Końcową obróbkę można wykonać dowolną szlifierką, np. oscylacyjną.




Fot. Tomasz Kurmiel
Konieczne jest zakończenie prac poprzez staranne umycie zanieczyszczeń i osuszenie powierzchni.
Autor: Bogusław Raatz
Bogusław Raatz – uznany ekspert w dziedzinie technologii napraw karoserii i blacharstwa samochodowego, konstruktor oraz właściciel firmy HERKULES Auto-Technika Warsztatowa z wieloletnim doświadczeniem w projektowaniu i produkcji urządzeń do napraw i pomiarów karoserii. Autor licznych publikacji branżowych i książek fachowych, współpracujący z magazynem Lakiernik oraz prowadzący szkolenia dla specjalistów z zakresu blacharstwa i lakiernictwa.
FAQ – najczęściej zadawane pytania
1. Jakie są nowoczesne technologie w blacharstwie samochodowym?
Do najczęściej stosowanych należą klejenie konstrukcyjne elementów karoserii, nitowanie, spawanie punktowe oraz cynowanie wykorzystywane szczególnie przy renowacji samochodów zabytkowych.
2. Czy klejenie elementów karoserii może zastąpić spawanie?
W wielu przypadkach tak. Nowoczesne kleje konstrukcyjne pozwalają łączyć stal, aluminium i tworzywa sztuczne, a jednocześnie zapewniają uszczelnienie i ochronę antykorozyjną.
3. Gdzie w samochodzie stosuje się klejenie w blacharstwie?
Technologia klejenia stosowana jest m.in. przy montażu dachów, wnęk wlewu paliwa, elementów dekoracyjnych oraz jako dodatkowe wzmocnienie połączeń nitowanych.
4. Dlaczego cynowanie wraca do blacharstwa?
Cynowanie pozwala uzyskać trwałe i odporne na korozję połączenia, dlatego ponownie zyskuje popularność w renowacji klasycznych samochodów i pojazdów zabytkowych.
5. Czy nowoczesne technologie naprawy karoserii są bezpieczne?
Tak, pod warunkiem stosowania technologii producenta pojazdu oraz odpowiednich materiałów i narzędzi stosowanych w profesjonalnych warsztatach.
Uwaga redakcji:
Artykuł został uzupełniony o elementy redakcyjne (SEO, struktura nagłówków, sekcja FAQ) w celu poprawy czytelności oraz dostępności treści w wyszukiwarkach internetowych i narzędziach opartych na AI. Treść merytoryczna artykułu pozostaje autorstwa autora.
Sekcja FAQ została przygotowana przez redakcję Lakiernik.com.pl w celu ułatwienia czytelnikom zrozumienia zagadnienia.
Więcej porad dla lakierników i blacharzy znajdziesz na lakiernik.com.pl oraz naszej grupie branżowej grupie na Facebooku, gdzie praktycy dzielą się doświadczeniami z warsztatu
Zobacz również inne wątki z tej kategorii
 Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™
Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™
Szkolenie było wyjątkowym wydarzeniem, przygotowanym specjalnie dla zagranicznych dealerów współpracujących z HERKULES Auto-Technika sp. z …
- POWER KIT™ – kompletny system rozpierająco-ciągnący na mobilnym wózku
POWER KIT™ – kompletny system rozpierająco-ciągnący na mobilnym wózku
POWER KIT™ to nowoczesne, w pełni zintegrowane rozwiązanie stworzone z myślą o warsztatach, serwisach oraz …
- Naprawa aluminium w samochodzie – dlaczego różni się od naprawy stali i kiedy element trzeba wymienić?
Naprawa aluminium w samochodzie – dlaczego różni się od naprawy stali i kiedy element trzeba wymienić?
Od redakcji: Naprawa nadwozia samochodu nie polega już wyłącznie na prostowaniu blachy. Współczesne konstrukcje powstają …




Czasopismo Lakiernik 90

Troton Sp. z o.o.
78-120 Ząbrowo 14 A
tel. 94 351 23 94
Krzysztof Gierszewski
lakiernik@lakiernik.com.pl
Strefy
Najnowsze artykuły
- Lakiernik 90
- Lakiernik nr 90 – co znajdziesz w nowym numerze i dlaczego warto go przeczytać?
- Wielki powrót Volvo i włoski debiut na MTP Poznań Motor Show 2026
- Współpraca AkzoNobel z Unity Line oraz Gdańską Stocznią „Remontową” w ramach budowy 3 promów typu „RoPax”
- Technikum samochodowe w Białymstoku – tak kształcą przyszłych lakierników w Polsce
- Międzynarodowe szkolenie dla dystrybutorów systemu HERKULES TRUCK HYBRID™
- POWER KIT™ – kompletny system rozpierająco-ciągnący na mobilnym wózku
- Maska lakiernicza A2P3 – jaką maskę do lakierowania wybrać i kiedy wymieniać filtry?

