




")
Podstawy obróbki skrawaniem – praktyczny przewodnik dla blacharzy (cz. 1)
Aktualizacja: luty 2026
Od redakcji: Podstawy obróbki skrawaniem – praktyczny przewodnik dla blacharzy (cz. 1) to materiał, w którym wyjaśniamy kluczowe zasady procesów skrawania metalu, narzędzi oraz technik wykorzystywanych w pracy warsztatowej i naprawach karoserii.
Obróbka skrawaniem jest stosowana właściwie przy każdej naprawie blacharsko-lakierniczej. Nie wszystkie osoby zatrudnione w serwisach blacharskich posiadają wykształcenie branżowe, którego częścią jest problematyka obróbki skrawaniem. Obróbka ta jednak jest jedną z technologii związanych z uzyskiwaniem kształtów przedmiotu poprzez usuwanie części materiału wyjściowego i jej podstawy powinny być znane pracującym w branży napraw karoserii.
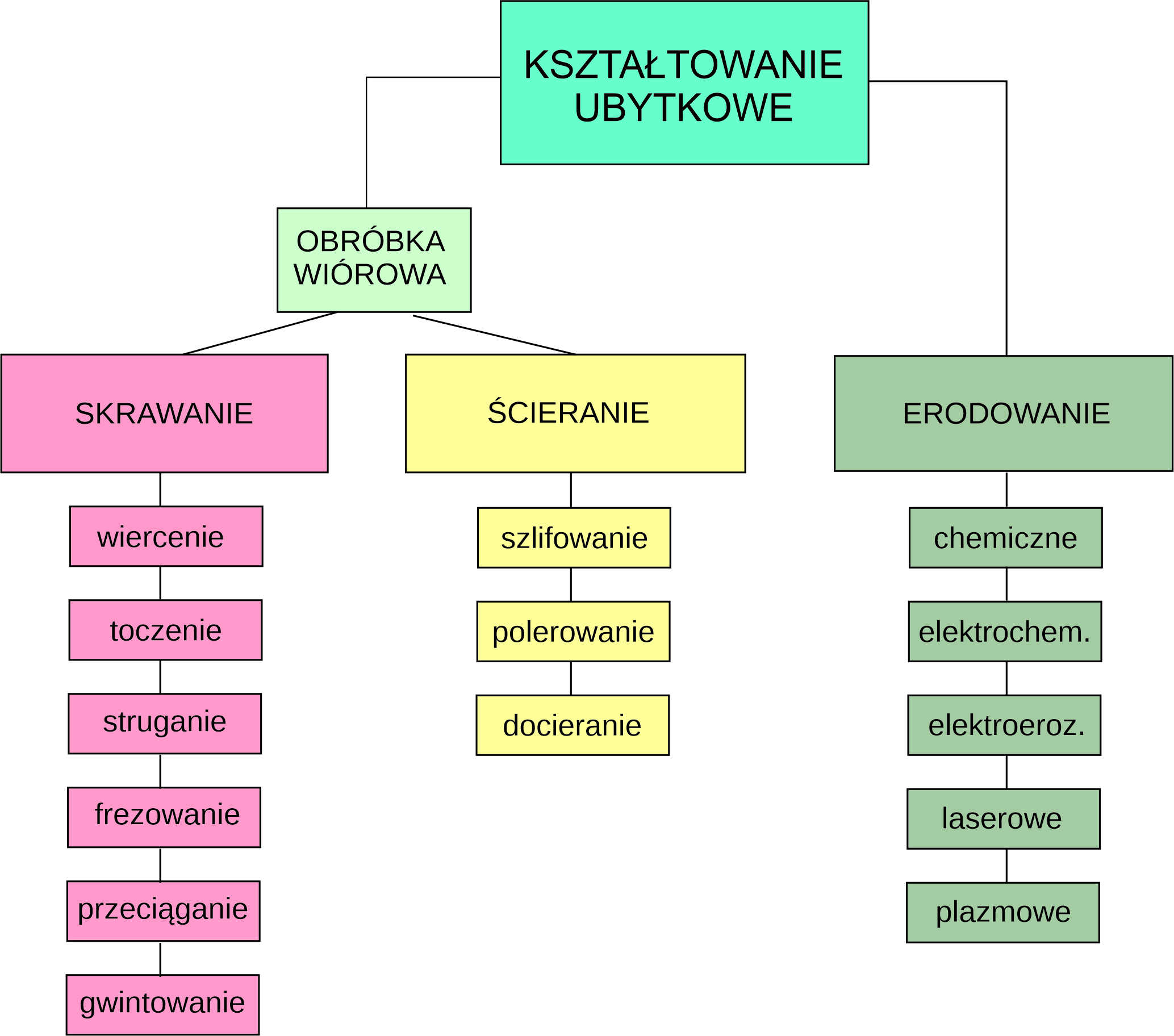
Obróbka wiórowa i ścierna
W naprawach karoserii samochodowej stosuje się zarówno obróbkę wiórową jak i ścierną.
Obróbka wiórowa
Wykonuje się ją specjalnymi narzędziami posiadającymi jedno lub więcej ostrzy o określonej geometrii ostrzy skrawających. W przypadku tych narzędzi ostrza są wyraźnie widoczne nieuzbrojonym okiem, a w wyniku ich stosowania powstają wióry.
Obróbka ścierna
Wykonuje się ją narzędziami o bardzo drobnych ostrzach, często trudno zauważalnych dla oka. Dodatkową cecha jest niepoliczona ich ilość oraz nieokreślony dokładnie kształt, a w wyniku ich stosowania powstają bardzo małe odpady, które trudno nazwać wiórami.

Fot. Cięcie przy pomocy szlifierki kątowej też jest rodzajem obróbki ściernej. (EZ-DENT)
Podstawowe rodzaje obróbki ściernej to:
- -szlifowanie,
- -gładzenie,
- -docieranie,
-polerowanie.

Fot. Polerowanie to rodzaj obróbki ściernej. (Fotolia)
Podstawowe rodzaje obróbki wiórowej to:
- -toczenie,
- -wiercenie,
- -frezowanie,
- -dłutowanie.

Fot. Frezowanie (rozwiercanie) zgrzeiny to rodzaj obróbki skrawaniem. (HERKULES)
Obróbka skrawaniem może być wykonywana w sposób ręczny lub z zastosowaniem maszyn i urządzeń. Podział wygląda następująco:
- -obróbka ręczna,
- -obróbka ręczna częściowo zmechanizowana,
- -obróbka maszynowa przy pomocy obrabiarek obsługiwanych przez operatora,
- -obróbka maszynowa przy pomocy obrabiarek sterowanych automatycznie.
Wszystkie rodzaje obróbki mogą być wykonywane z różną dokładnością w zależności od efektu jaki ma być osiągnięty. Stosuje się zarówno obróbkę zgrubną, średnio dokładną, dokładną oraz bardzo dokładną. W blacharstwie raczej stopień obróbki jest na poziomie średnio dokładnym lub zgrubnym. Osobnym tematem jest szlifowanie stanowiące przygotowania do lakierowania nawierzchniowego.
Parametry procesu skrawania
Parametry technologiczne skrawania mają duży wpływ na przebieg i efekty obróbki skrawaniem, ich wartość często jest optymalizowania ze względu na określone kryterium. Technologiczne parametry skrawania to:
- prędkość skrawania,
- prędkość posuwu,
- głębokość skrawania.
W praktyce warsztatowej warto zwrócić uwagę na to, że pierwsze dwa parametry decydują o jakości procesu obróbki. Mają one również bardzo duży wpływ na zużycie narzędzi skrawających takich jak wiertła czy frezy. Najczęściej operator nie zwraca uwagi na te parametry i proces staje się nieefektywny, a zarazem kosztowny. Przykładem może być niedopasowywanie prędkości obrotowej oraz właściwego posuwu w przypadku usuwania zgrzein, przy pomocy frezów trzpieniowych.
Materiały narzędziowe
Pod tą nazwą ukryte są materiały, z których wykonane są elementy robocze narzędzi do skrawania. Skrawaniu poddaje się materiały o różnych własnościach mechanicznych, a w tym twardości. Nawiązując do karoserii samochodowej najtrudniejsze do obróbki ze względu na twardość są zgrzeiny jakimi łączone są blachy z nowoczesnych stopów stalowych o bardzo wysokich parametrach mechanicznych. Przykładem może być blacha USIBOR. Ze względu na zastosowanie oraz stopień twardości materiału, materiały narzędziowe dzielą się na:
- -stale narzędziowe niestopowe i stopowe do pracy na zimno,
- -stale szybkotnące,
- -węgliki spiekane,
- -cermetale,
- -spieki ceramiczne,
- -materiały ekstratwarde.
Charakterystyka kilku stosowanych w praktyce warsztatowej rodzajów materiału narzędziowego:
Stale szybkotnące
Nazwa ta wskazuje na efekt, jaki można uzyskać dzięki jej zastosowaniu w produkcji narzędzi skrawających. Dzięki jej zastosowaniu można było zwiększyć kilkukrotnie szybkość skrawania, a ostrza stały się bardziej trwałe.
Węgliki spiekane
Węgliki spiekane zwane w żargonie „widią” (ang. carbide) to bardzo powszechny materiał do wykonywania ostrzy tnących w narzędziach skrawających. Występuje często jako płytki przykręcane do korpusu narzędzi, a po zużyciu są wymieniane na nowe. Są twarde i przez to narażone na uszkodzenia mechaniczne. Wymagają równomiernego i płynnego prowadzenia narzędzia podczas obróbki.

Fot. Frez do zgrzein karoserii z ostrzem wykonanym węglika spiekanego. (ang. carbide) (HERKULES)
Cermetale i spieki ceramiczne
Materiałem przejściowym od węglików wolframowych do spieków ceramicznych są cermetale, w skład których wchodzą takie pierwiastki jak tytan (Ti), nitrogen (N) czy molibden (Mo). Ostrza wykonane w tej technologii najlepiej sprawdzają się przy obróbce ze znaczną prędkością obrotową i niewielkich grubościach materiału np. blachach. Spieki ceramiczne mogą pracować w wysokich temperaturach (ponad 1100 °C), co pozwala na obróbkę z dużą prędkością. Tak jak w przypadku wszystkich bardzo twardych materiałów jest on również narażony na uszkodzenia.
Materiały ekstra twarde
Jednym z materiałów ekstra twardych jest diament, który jest odmianą skrystalizowanego w specyficznych warunkach węgla. W narzędziach stosowany jest diament naturalny jak i wytwarzany syntetycznie.
Jest on najtwardszym materiałem naturalnym, o bardzo wysokiej odporności na ścieranie. Dodatkowe zalety to dobra przewodność ciepła, co zmniejsza ryzyko przegrzania ostrza skrawającego. Jak większość materiałów twardych nie jest zbyt odporny np. na zginanie.
Autor: Bogusław Raatz
raatz.pl
Bogusław Raatz – uznany ekspert w dziedzinie technologii napraw karoserii i blacharstwa samochodowego, konstruktor oraz właściciel firmy HERKULES Auto-Technika Warsztatowa z wieloletnim doświadczeniem w projektowaniu i produkcji urządzeń do napraw i pomiarów karoserii. Autor licznych publikacji branżowych i książek fachowych, współpracujący z magazynem Lakiernik oraz prowadzący szkolenia dla specjalistów z zakresu blacharstwa i lakiernictwa.
FAQ – najczęściej zadawane pytania
Czym jest obróbka skrawaniem?
Obróbka skrawaniem to proces usuwania nadmiaru materiału za pomocą narzędzia skrawającego w celu nadania elementowi pożądanego kształtu, wymiarów i jakości powierzchni.
Jakie są podstawowe metody obróbki skrawaniem?
Najczęściej stosowane metody to toczenie, frezowanie, wiercenie, rozwiercanie oraz gwintowanie.
Dlaczego obróbka skrawaniem jest ważna w blacharstwie?
Pozwala precyzyjnie dopasować elementy metalowe, przygotować powierzchnie pod montaż oraz wykonywać naprawy wymagające dokładnych tolerancji.
Jakie narzędzia wykorzystuje się w obróbce skrawaniem?
Typowe narzędzia to wiertła, frezy, noże tokarskie, gwintowniki oraz rozwiertaki.
Jakie błędy najczęściej popełnia się przy skrawaniu metalu?
Najczęstsze to niewłaściwy dobór prędkości skrawania, brak chłodzenia, zużyte narzędzia oraz nieprawidłowe mocowanie elementu.
Uwaga redakcji:
Artykuł został uzupełniony o elementy redakcyjne (SEO, struktura nagłówków, sekcja FAQ) w celu poprawy czytelności oraz dostępności treści w wyszukiwarkach internetowych i narzędziach opartych na AI. Treść merytoryczna artykułu pozostaje autorstwa autora.
Sekcja FAQ została przygotowana przez redakcję Lakiernik.com.pl w celu ułatwienia czytelnikom zrozumienia zagadnienia.
Więcej porad dla lakierników i blacharzy znajdziesz na lakiernik.com.pl oraz naszej grupie branżowej grupie na Facebooku, gdzie praktycy dzielą się doświadczeniami z warsztatu.
Zobacz również inne wątki z tej kategorii
 Nitownica GYS GYSPRESS 10T COBRA – szybsze i precyzyjniejsze naprawy nowoczesnych karoserii
Nitownica GYS GYSPRESS 10T COBRA – szybsze i precyzyjniejsze naprawy nowoczesnych karoseriiNitownica GYS GYSPRESS 10T COBRA – szybsze i precyzyjniejsze naprawy nowoczesnych karoserii
Nitownica GYS GYSPRESS 10T COBRA to nowoczesne urządzenie pneumatyczno-hydrauliczne stworzone z myślą o profesjonalnych warsztatach …
- Jak skutecznie zabezpieczyć podwozie auta przed korozją? Przegląd preparatów i metod stosowanych w lakiernictwie
Jak skutecznie zabezpieczyć podwozie auta przed korozją? Przegląd preparatów i metod stosowanych w lakiernictwie
W swoim warsztacie często widzę auta, które z zewnątrz wyglądają całkiem nieźle, ale po podniesieniu …
- Technologie napraw karoserii – dlaczego nowoczesnych nadwozi nie można naprawiać jak dawniej?
Technologie napraw karoserii – dlaczego nowoczesnych nadwozi nie można naprawiać jak dawniej?
Od redakcji: Technologie napraw karoserii zmieniają się wraz z rozwojem nowoczesnych konstrukcji samochodów. Coraz większy …




Czasopismo Lakiernik 91

Troton Sp. z o.o.
78-120 Ząbrowo 14 A
tel. 94 351 23 94
Krzysztof Gierszewski
lakiernik@lakiernik.com.pl
Strefy
Najnowsze artykuły
- Lakiernik 91
- Magazyn Lakiernik nr 91 już dostępny! Sprawdź, jakie technologie i trendy zmieniają branżę lakierniczą
- Nitownica GYS GYSPRESS 10T COBRA – szybsze i precyzyjniejsze naprawy nowoczesnych karoserii
- Poland Coatings Expo 2026 – technologie powłok, farb i zabezpieczeń powierzchni w centrum uwagi branży
- Koszty napraw powypadkowych rosną. AI i sensory zmieniają rynek napraw
- Kształcenie lakierników w praktyce. Program PPG już daje absolwentom pracę
- Anest Iwata: jak japońska marka zmieniła świat aerografii i custom paintingu w Polsce
- Jak skutecznie zabezpieczyć podwozie auta przed korozją? Przegląd preparatów i metod stosowanych w lakiernictwie

