
Obróbka skrawaniem – wiercenie i wiertła

Przy pomocy wiercenia uzyskuje się otwory w materiale obrabianym. Najczęściej otwory wykonywane są przy pomocy wierteł wykonanych ze stali narzędziowej. Wiertła zamocowane w wiertarce wykonują ruch obrotowy, proces wiercenia uzyskuje się poprzez dodanie ruch osiowego (tzw. posuwu) w kierunku przedmiotu obrabianego. Prędkość ruchu obrotowego oraz posuw dobierane są w zależności od:
- -rodzaju materiału,
-twardości obrabianego materiału,
-rodzaju wiertła.
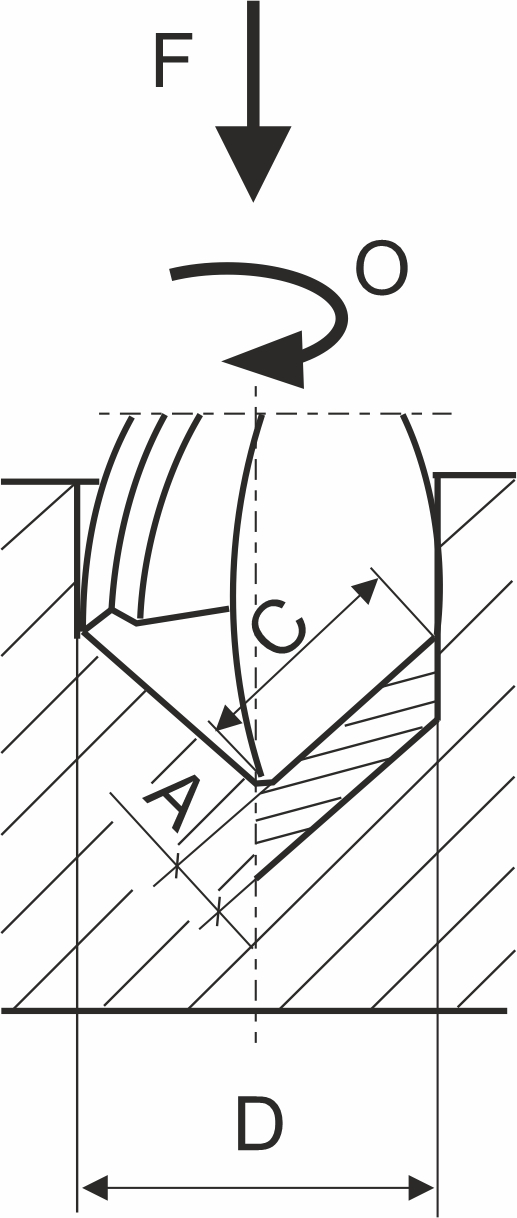
Rys. Wiercenie – kierunki ruchu
F- posuw wiertła, O- obroty wiertła, D-średnica wierconego otworu, A- materiał skrawany, C- główna krawędź skrawająca (BR)
Obydwa parametry tworzą prędkość skrawania uzależnioną od rodzaju narzędzia. Często podawana jest przez producenta na opakowaniu narzędzia lub w informacjach technicznych. Natomiast posuw uzależniony jest od rodzaju materiału narzędzi i od ilości ostrzy jakie posiada narzędzie.
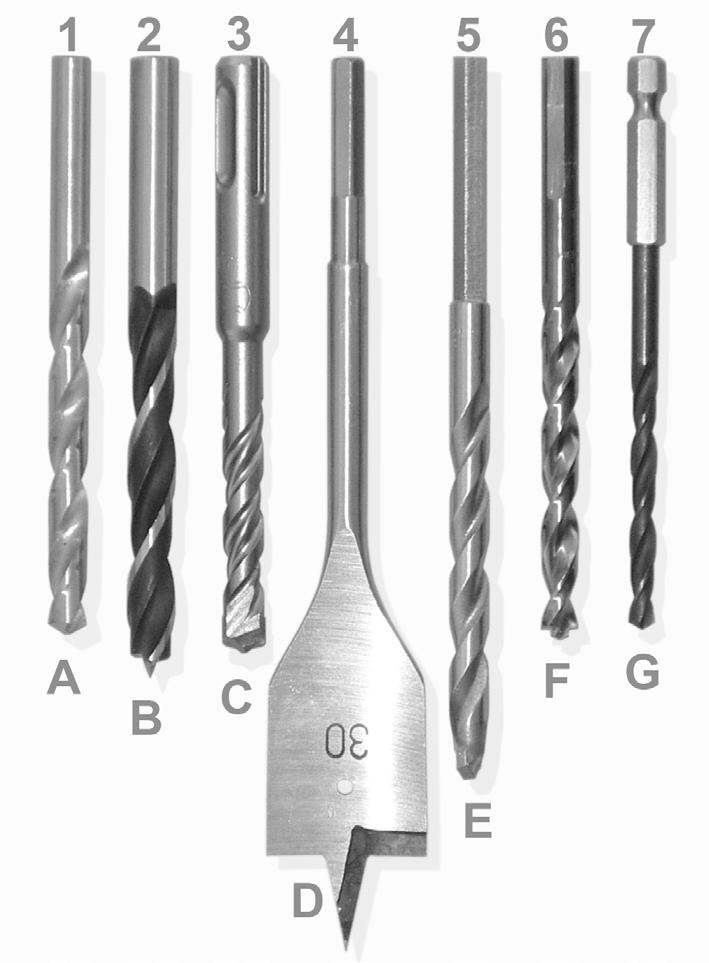
Rodzaje wierteł ze względu na zastosowanie:
A – do metalu z ostrzem stalowym, B – do drewna, kręte, C – do betonu, z ostrzem z węglików (tzw. „widiowe”), D – do drewna, piórkowe, E – uniwersalne do metalu lub betonu z ostrzem z węglików, F – do blach, G – uniwersalne (do metalu, drewna, tworzyw).
Rodzaje wierteł ze względu na budowę chwytu (mocowania):
1, 2 – chwyt walcowy (cylindryczny), 3 – chwyt SDS Plus 4, 5 – chwyt wtykowy ¼ cala (do wkrętarki), 6 – chwyt walcowy z trzema płaszczyznami, 7 – chwyt sześciokątny.
Fot. Rodzaje wierteł (By Ssawka, CC BY-SA 3.0)Wiertło zbudowane jest z części roboczej [B] i części mocowania [A], które zwykle połączone są szyjką. Robocza część wiertła zbudowana jest ze strefy skrawającej oraz prowadzącej. W strefie tej można wyróżnić dwie powierzchnie natarcia [3] oraz przyłożenia [6], a ich krawędź przecięcia powierzchni natarcia z powierzchnią przyłożenia jest zwana krawędzią skrawającą [5]. Osobnym elementem budowy wiertła są dwa rowki do odprowadzania wiórów [7]. Płaskie powierzchnie znajdujące się w obwodzie całego zarysu zewnętrznego części krętej wiertła to tzw. łysinki [2]. Wzdłuż nich są pomocnicze krawędzie skrawające [5]. W miejscu przecięcia głównej i pomocniczej krawędzi skrawającej jest naroże, natomiast linia przecięcia się obu powierzchni przyłożenia to ścin [4].
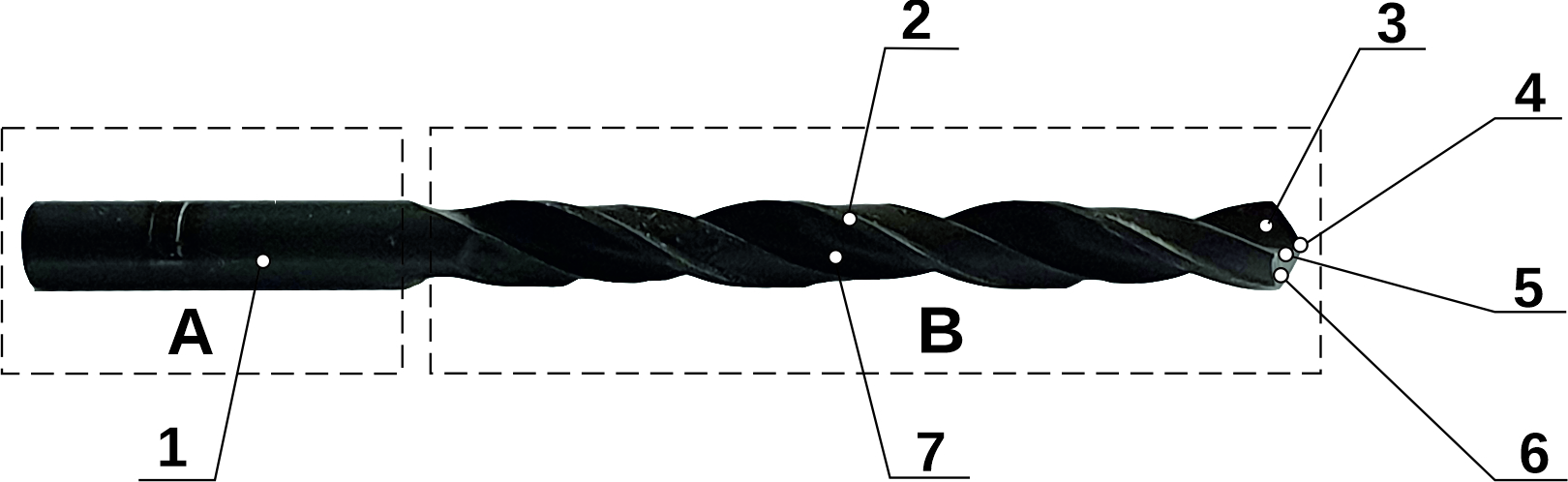
Fot. Budowa typowego wiertła do metalu z uchwytem walcowym: 1-uchwyt, 2-łysinka prowadząca, 3-powierzchnia natarcia, 4-ścin, 5-główna krawędź skrawająca, 6-powierzchnia przyłożenia, 7-rowek do odprowadzania wiórów; A-część mocowania, B-część robocza
(BR)
Geometria wiertła i ostrzenie
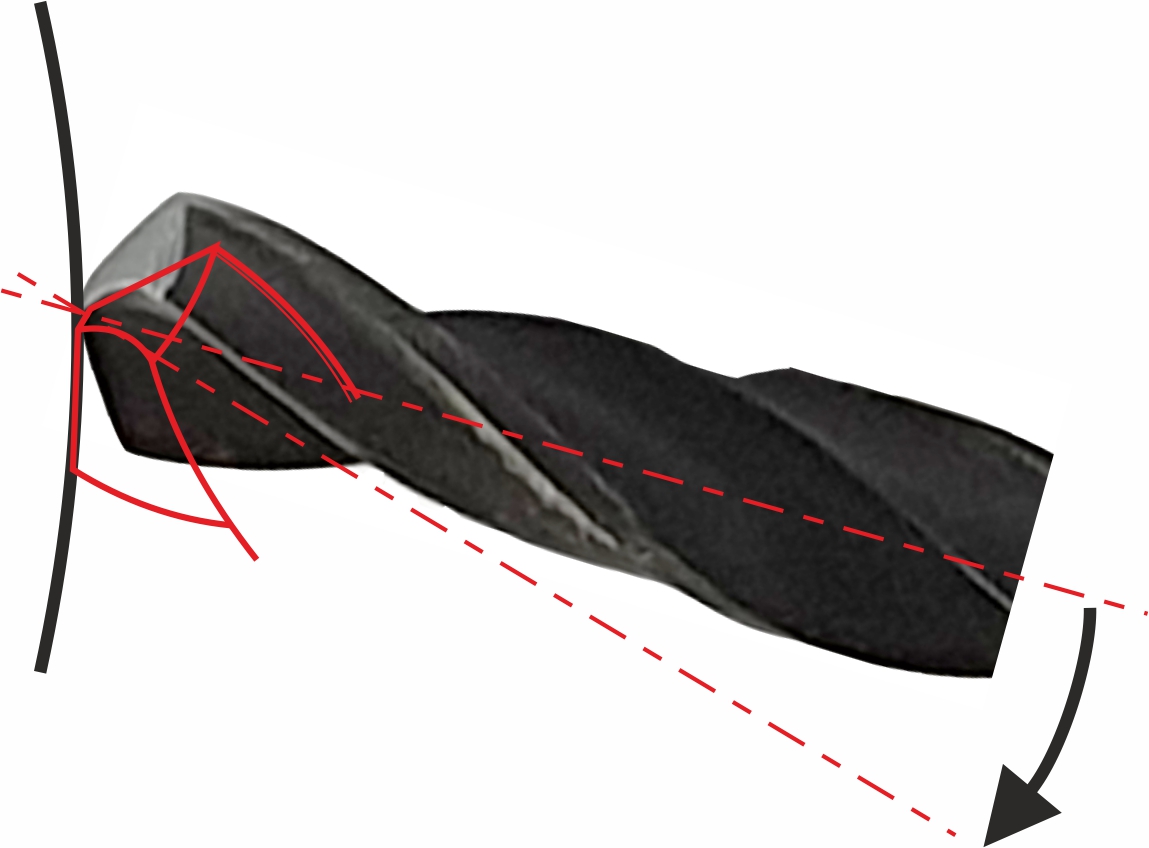
Kształt ostrza, a zwłaszcza kąt wierzchołkowy jest uzależniony od rodzaju materiału z jakiego jest ono wykonane oraz materiału jaki ma być obrabiany. Zasady ogólne doboru tego parametru są następujące:
Im twardszy materiał obrabiany, tym większy powinien być kąt wierzchołkowy
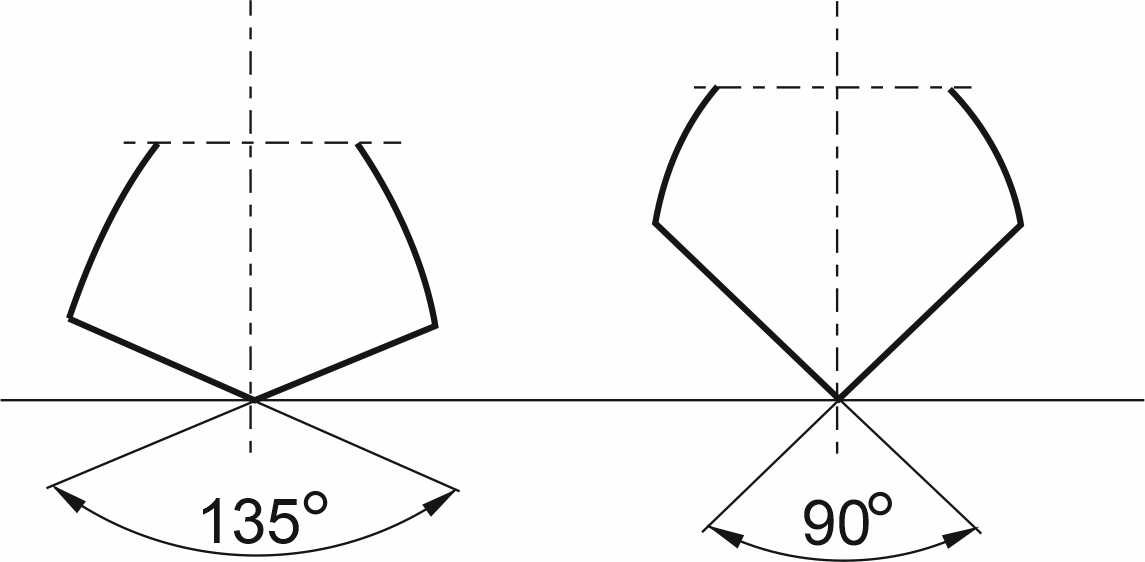
Rys. Kąt zmienia się w zależności od twardości wierconego materiału. Po lewej kąt do metalu, po prawej do gumy (BR)
W skrajnych różnicach twardości obrabianego materiału kąt zmienia sie nawet o 50°. Geometria wiertła charakteryzowana jest również poprzez wielkość kąta wierzchołkowego, dzięki czemu wiertła można sklasyfikować następująco:
-do materiałów bardzo miękkich o kącie wierzchołkowym 90°,
-ogólnego przeznaczenia o kącie wierzchołkowym 118°,
-do materiałów twardych o kącie wierzchołkowym od 130°-140°.
Wiertła o kącie wierzchołkowym 90° stosowane są np. przy wierceniu otworów w gumie oraz innych miękkich tworzywach. Kąt 118° jest stosowany zwykle w przypadku wierteł wykonanych ze stali szybkotnącej do obróbki stali niskowęglowych, metali nieżelaznych czy też drewna. W przypadku obróbki stali stopowych i utwardzonych zaleca się stosowanie kąta 140°. Ten drugi przypadek występuje w obróbce współczesnej karoserii samochodowej.
Przegrzanie krawędzi skrawającej spowoduje bezpowrotną utratę własności mechanicznych wiertła. Należy pamiętać, aby nie przegrzać części skrawającej wiertła przy ostrzeniu. Należy przerywać ostrzenie, a końcówkę chłodzić w cieczy poprzez zanurzanie.
Fot. Ostrzenie wiertła. (BR)
Ostrzenie wierteł najlepiej jest wykonywać w specjalnych urządzeniach zwanych ostrzałkami. Szczególnie w przypadku wierteł o średnicy powyżej 8 mm ostrzenie „z ręki” na szlifierce jest bardzo trudne. Źle naostrzone wiertło zwykle nie pozwala na osiągnięcie optymalnych efektów, a szczególnie w przypadku twardych blach karoseryjnych czy też zgrzein.
Bogusław Raatz
raatz.pl
Podziel się "Obróbka skrawaniem – wiercenie i wiertła":
Zobacz również
Ferrari, Aston Martin i składak Wigry – Sławomir Gołąb swój biznes stworzył od zera i robi to co kocha
– Wolę mieć cel i go realizować niż marzyć – mówi Sławomir Gołąb, właściciel Serwisu Blacharsko – Lakierniczego AACOLOR w Myślenicach. Firma powstała w 2020 roku. Widok Astona Martina, Maserati, Maclarena czy Porsche czekających tu …

Efektywna naprawa pojazdów użytkowych cz.2
Systemy do napraw kabin Zwykle montowane są one do kratownicy podobnie jak w przypadku naprawy ram. Kabina mocowana jest na części nośnej z uchwytami pośrednimi, do których zainstalowane są uchwyty specjalizowane do montażu kabin …

Efektywna naprawa pojazdów użytkowych cz.1
Kluczowe dla opłacalności usług związanych z naprawami konstrukcji pojazdów użytkowych jest umiejętny dobór technologii, urządzeń oraz odpowiednie wdrożenie całego systemu w serwisie. O ile coraz częściej właściciele warsztatów i kadra zarządzająca doskonale rozumie konieczność …

Naprawa a technologia
Rozwój konstrukcji pojazdów jest widoczny zarówno w ewolucji systemów napędowych, układów elektronicznej kontroli trakcji oraz bezpieczeństwa jazdy ale i konstrukcji karoserii. Dla rynku napraw karoserii to właśnie zmiany w tym zakresie są najbardziej istotne …

Problemy z korozją cz.2
Korozja nadwozia samochodu to nie tylko korozja szczelinowa i korozja perforacyjna czy pod powłokowa. To także korozja powstała od czynników eksploatacyjnych: mechanicznych i chemicznych. Konieczne jest zatem zweryfikowanie dotychczasowego myślenia o korodowaniu nadwozi samochodów …




Lakiernik to: lakierowanie samochodu, lakiery samochodowe, spotter, szpachlowanie, autodetailing, lakiernictwo porady, lakiernik, polerowanie auta, usuwanie korozji



