
Proces naprawy uszkodzonego elementu ściany bocznej karoserii

Zwykle omawiana są nowoczesne technologie naprawcze lub łączenia i rozłączania jako osobne procesy składające się na naprawę karoserii jako całkowitego procesu likwidacji szkody. Warto zatem przedstawić naprawę w ujęciu całościowym. Mowa tutaj o naprawie elementów karoserii bez nakładania powłok lakierniczych.
Przykładowa naprawa omówiona zostanie na podstawie technologii producenta pojazdu wyprodukowanego w 2017 roku, a obejmuje wymianę lewej ściany bocznej.
ETAP I
Przygotowanie części zamiennych to wstępna część do przeprowadzenia naprawy. W opisywanym przypadku będą potrzebne następujące elementy i materiały:
1.Poszycie ściany bocznej, które zostanie usunięte.
2.Nity prasowane zgodne z wymogami producenta.
3.Podkład do stopów aluminium.
4.Klej epoksydowy zgodny z technologią.
5.Elementy z pianki wysokoporowatej.
6.Kostka silikatowa.
7.Pianka wysokoporowata.
Wszystkie materiały oraz narzędzia określa opis technologiczny. Jeżeli naprawa przebiega w autoryzowanym serwisie podlega szczególnemu reżimowi. W przypadku naprawy w nieautoryzowanym warsztacie naprawczym najważniejsze jest aby zachować odpowiedni proces technologiczny, a przy stosowaniu ewentualnych zamienników sprawdzić czy posiadają odpowiednie atesty i dopuszczenia. To samo dotyczy stosowanych podczas naprawy urządzeń oraz narzędzi.
ETAP II
Kolejny etap polega na usunięciu uszkodzonego poszycia tylnej ściany pojazdu. Technologia producenta dokładnie określa gdzie i w jaki sposób należy dokonać cięć aby prawidłowo usunąć element.
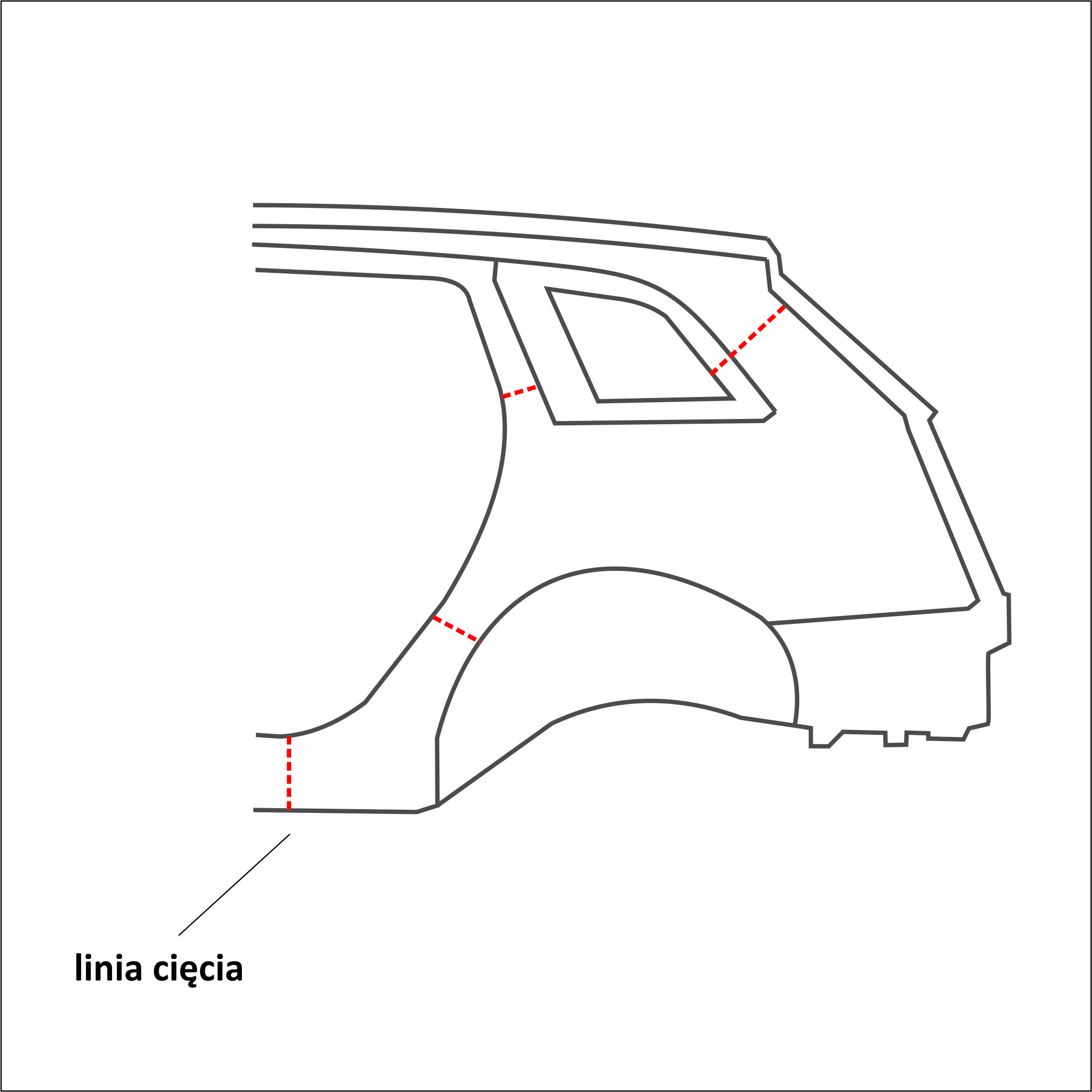
Rys. 1
Po dokonaniu demontażu elementów ozdobnych oraz mogących ulec uszkodzeniu podczas naprawy należy wykonać następujących cięć:
A. cięcie progu
B. cięcie progu środkowego
C. cięcie słupka „C”
D. cięcie słupka „D”
Bezpośrednio przed wykonaniem cięć należy usunąć punkty mocowania znajdujące się na progu. Wykonuje się to przy pomocy specjalnej frezarki stosowanej do tego celu. Należy pamiętać, że zgrzeiny we współczesnych karoseriach są bardzo twarde i zastosowanie tradycyjnych metod, skutecznych jeszcze do niedawna, nie daje już oczekiwanych rezultatów.

Fot. Rozwiertak
Kolejna ważną czynnością jest usunięcie nitów łączących za pomocą nitownicy wraz z odpowiednim dla naprawianego modelu oprzyrządowaniem. (Rys 2). Po usunięciu wszystkich połączeń zgrzewanych i nitowanych można przystąpić do cięcia. Warto narysować markerem linie aby uniknąć pomyłki. Cięcie wykonuje się najczęściej za pomocą piły pneumatycznej. Po usunięciu uszkodzonej części poszycia ściany konieczne jest dopracowanie krawędzi cięcia przy pomocy szlifierki kątowej oraz narzędzi ręcznych tak aby właściwie przygotować karoserię do zamocowania nowego elementu.
ETAP III
Nadszedł czas na odpowiednie przygotowanie elementu do zamocowania na karoserii naprawianego samochodu. Proces przygotowania elementu przebiega następująco:
1.Po narysowaniu linii cięcia przycina się nowe poszycie w zależności do potrzeb.
2.Czyści miejsca połączeń z powłok zabezpieczających.
3.Cały element należy przetrzeć rozpuszczalnikiem.
4.Po oczyszczeniu z pyłu szlifierskiego i odtłuszczeniu miejsc klejenia należy nanieść podkład na stopy aluminium.
Proces zamocowania nowego poszycia rozpoczyna się od naniesienia warstwy kleju:
1.Nanieść dwuskładnikowy klej epoksydowy w strefie gdzie będzie przebiegał proces nitowania.
2.Zamocować element przy pomocy nitownicy.
3.We wskazanych przez technologię miejsca wykonać spoiny spawane (np. w technologii lutospawania).
4.W punktach wskazanych wykonać połączenia zgrzewane, punktowe.
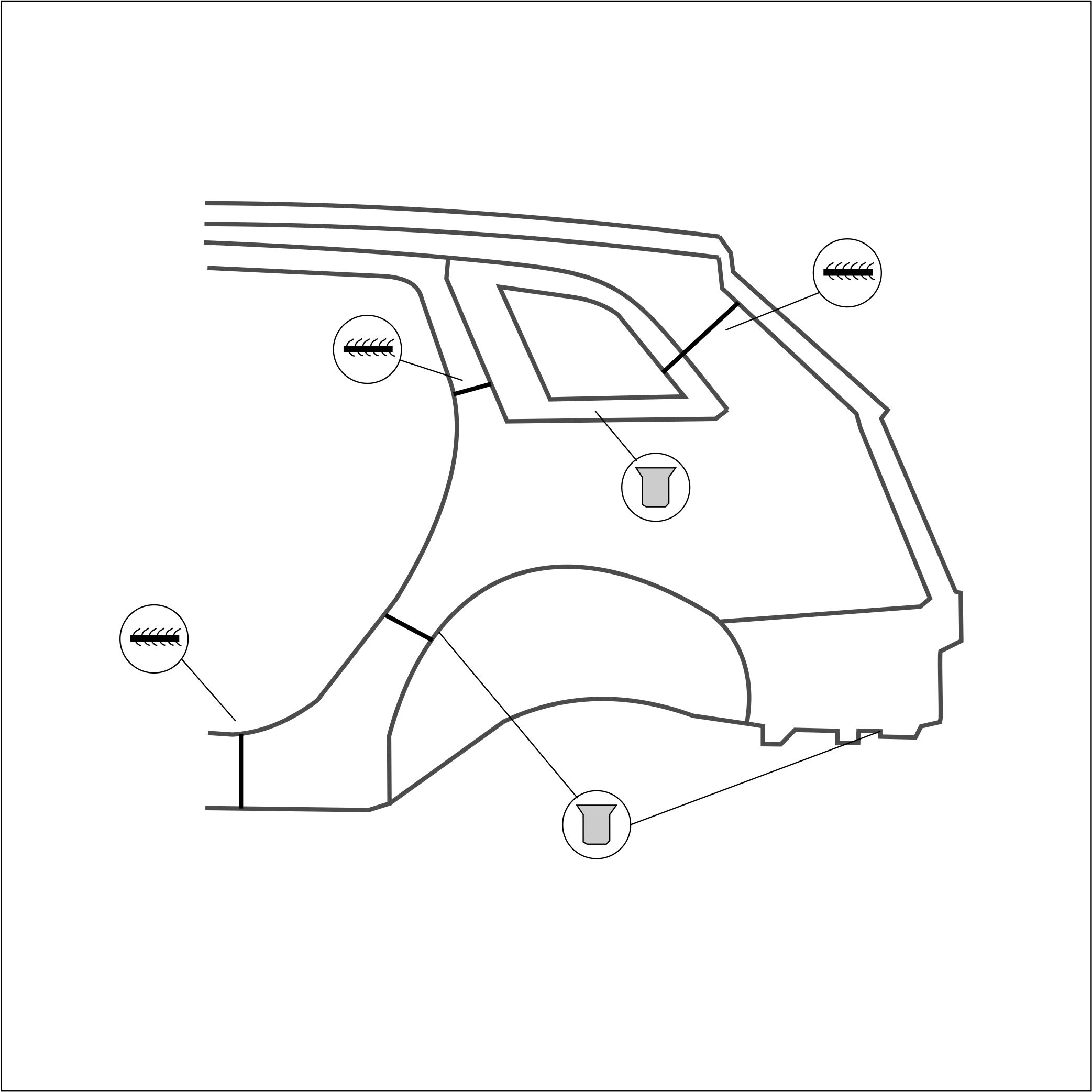
Rys. 2
Opisany przykładowy proces naprawy polegającej na wymianie znacznie uszkodzonego elementu ściany bocznej daje obraz jak wymagająca jest współczesna konstrukcja karoserii samochodowej wykonanej z różnych materiałów.
Różnorodność technologii rozłączania i łączenia jest bezpośrednim efektem zastosowania w budowie nadwozia nowoczesnych materiałów konstrukcyjnych. Podstawową cechą metod łączenia karoserii obecnie forsowaną przez konstruktorów są te, które nie wymagają dostarczania zbyt dużych ilości ciepła, które bardzo niekorzystnie wpływa na parametry mechaniczne zastosowanych stopów.
Bogusław Raatz
raatz.pl
Podziel się "Proces naprawy uszkodzonego elementu ściany bocznej karoserii":
Zobacz również
Ferrari, Aston Martin i składak Wigry – Sławomir Gołąb swój biznes stworzył od zera i robi to co kocha
– Wolę mieć cel i go realizować niż marzyć – mówi Sławomir Gołąb, właściciel Serwisu Blacharsko – Lakierniczego AACOLOR w Myślenicach. Firma powstała w 2020 roku. Widok Astona Martina, Maserati, Maclarena czy Porsche czekających tu …

Efektywna naprawa pojazdów użytkowych cz.2
Systemy do napraw kabin Zwykle montowane są one do kratownicy podobnie jak w przypadku naprawy ram. Kabina mocowana jest na części nośnej z uchwytami pośrednimi, do których zainstalowane są uchwyty specjalizowane do montażu kabin …

Efektywna naprawa pojazdów użytkowych cz.1
Kluczowe dla opłacalności usług związanych z naprawami konstrukcji pojazdów użytkowych jest umiejętny dobór technologii, urządzeń oraz odpowiednie wdrożenie całego systemu w serwisie. O ile coraz częściej właściciele warsztatów i kadra zarządzająca doskonale rozumie konieczność …

Naprawa a technologia
Rozwój konstrukcji pojazdów jest widoczny zarówno w ewolucji systemów napędowych, układów elektronicznej kontroli trakcji oraz bezpieczeństwa jazdy ale i konstrukcji karoserii. Dla rynku napraw karoserii to właśnie zmiany w tym zakresie są najbardziej istotne …

Problemy z korozją cz.2
Korozja nadwozia samochodu to nie tylko korozja szczelinowa i korozja perforacyjna czy pod powłokowa. To także korozja powstała od czynników eksploatacyjnych: mechanicznych i chemicznych. Konieczne jest zatem zweryfikowanie dotychczasowego myślenia o korodowaniu nadwozi samochodów …




Lakiernik to: lakierowanie samochodu, lakiery samochodowe, spotter, szpachlowanie, autodetailing, lakiernictwo porady, lakiernik, polerowanie auta, usuwanie korozji



